(0121) 58 222 58 SALES@PLUSAUTOMATION.CO.UK

© 2021 - PLUS Automation Limited®














HELPING YOU #MAKE SENSE OF SENSORS

EXAMPLE APPLICATIONS
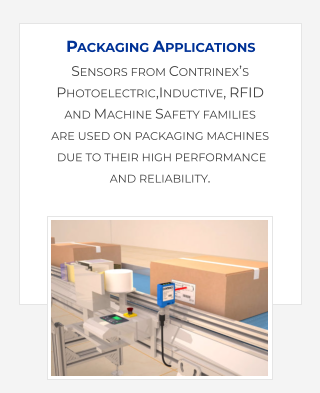
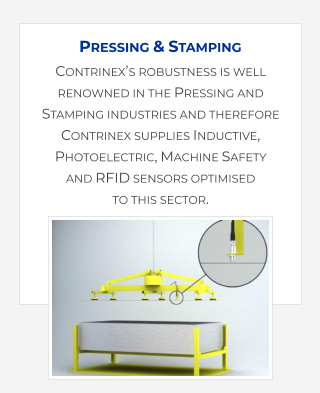
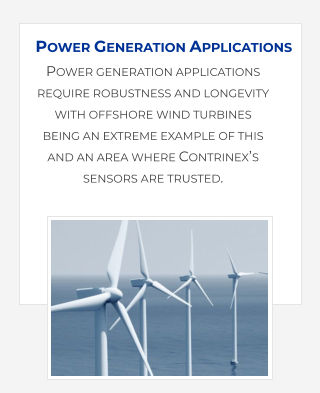
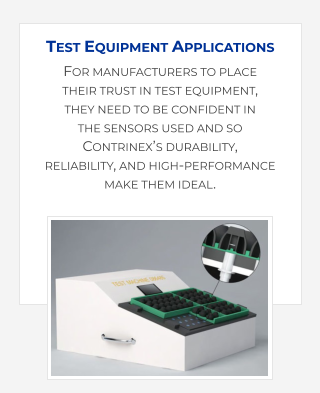
TO ILLUSTRATE THE WIDE-VARIETY OF APPLICATIONS SOLVED USING CONTRINEX SENSORS, WE HAVE POSTED A LARGE SELECTION OF EXAMPLE APPLICATIONS WHICH CAN BE SEEN BY CLICKING ON AN IMAGE. BELOW ARE A SELECTION OF SOME OF THESE APPLICATIONS:





CUSTOMER VALUES
COST-EFFECTIVE, ACTIVE SAFEGUARDING
IMPROVED WORKPLACE ERGONOMICS
INCREASED PRODUCTIVITY ARISING FROM UNIMPEDED
LOADING AND UNLOADING
INDUSTRY-STANDARD INTERFACE REQUIRES MINIMAL
MODIFICATION TO CONTROL SYSTEMS
PRODUCT ADVANTAGES
PERMANENT AUTOCONTROL NOT USUALLY FOUND ON TYPE 2
SAFETY DEVICES
IP65 AND IP67 PROTECTION
NON-CONTACT OPERATING PRINCIPLES
EXCELLENT SAFETY RATING TO EN/ISO 13849-1 CAT. 2 PL C
AND IEC 61508 SIL 1
AOPD (ACTIVE OPTOELECTRONIC PROTECTIVE DEVICE) WITH
ALUMINIUM HOUSING AND M12 CABLE CONNECTOR

CUSTOMER SOLUTION
The company’s risk assessment confirms that Type 2 AOPDs
(active optoelectronic protective devices) would ensure
appropriate operator protection. Designed for applications
where the risk has been evaluated as moderate, Safetinex IEC
61496 Type 2 light curtains from Contrinex are rated to EN/ISO
13849-1 Category 2, Performance Level PL c and IEC 61508
Safety Integrity Level SIL 1, making them ideal for the
application.
The heat-staking press is housed in an open-fronted enclosure
with clear impact-resistant walls. The light curtain has an
operating range of up to 12 metres and a resolution of 30 mm,
ideal for hand protection; it safeguards the open front area of
the press, allowing easy access when required. The protected
height is 795mm, ensuring safe operation without impeding
the operator during loading and unloading.
Manufactured with rugged extruded aluminium housings and
IP65 + IP67 protection, these units are well-suited to the
production environment and will withstand shocks and
vibrations.
Industry-standard PNP normally-open configuration allows
connection to the customer’s control system via an integral 5-
pin M12 cable connector. These units have an integrated
alignment LED and permanent autocontrol – a feature not
usually found on Type 2 safety devices.
The new sensors take up much less space than the
mechanical guards they replaced, improving workplace
ergonomics. Loading and unloading is no longer impeded,
increasing productivity while actively safeguarding operators.
Safetinex Type 2 light curtains provide a reliable and cost-
effective solution.
CUSTOMER VALUES
UNINTERRUPTED PRODUCTION AS BATCH IDENTIFICATION IS
HIGHLY RELIABLE
NO RESTRICTIONS ON USE OF CHEMICAL CLEANERS USING IP
67 OR IP69K-RATED TRANSPONDERS
LOW MAINTENANCE COSTS IN VIEW OF TRANSPONDERS’
EXTENDED SERVICE LIFE
LOW RISK OF MECHANICAL DAMAGE BECAUSE OF SENSING
DISTANCE UP TO 42MM
PRODUCT ADVANTAGES
PASSIVE TRANSPONDERS REQUIRE NO POWER SOURCE AND
MINIMAL MAINTENANCE
TRANSPONDER PERFORMANCE GUARANTEED FOR UP TO
100,000 ‘WRITE’ CYCLES
CONIDENT® TECHNOLOGY PROVIDES EXTENDED SENSING
RANGE ≤ 42MM
RUGGED TRANSPONDERS WITH NYLON OR ALL-METAL
HOUSINGS SEALED TO IP67 OR IP69K
READ/WRITE UNITS INTERFACE DIRECTLY WITH CUSTOMER
CONTROL SYSTEMS
A manufacturer of industrial workpiece-carrier systems trusts
Contrinex Radio Frequency Identification (RFID) technology to
identify component baskets and initiate automated in-process
washing. A read-write module, mounted at the washing
station, interrogates the nylon-encased RFID tag on the
approaching carrier. The customer’s control system identifies
the carrier and initiates the correct washing cycle.
CUSTOMER APPLICATION
The manufacturer of automotive components needs to wash
components at several stages of the manufacturing process.
They wish to automate the production cycle, so that batches of
components, loaded in custom-designed, metal basket
carriers, can travel between process stations in an unordered
sequence. As each carrier approaches the washing station, the
customer’s control system automatically selects the correct
washing cycle for the batch.
The modular design of the metal basket carriers allows them
to transport more than one type of component. The basket
accepts a number of different inserts which are tailored for
specific components. The identification system must allow
component data to be stored temporarily and rewritten for
each batch, as a carrier is not always used for the same
component.
The production environment is harsh. RFID transponders and
read/write modules are exposed to hazards that include
mechanical shocks, hot water, corrosive chemicals and high-
pressure jetting. Identification systems must operate
continuously in this environment with ultra-high reliability.

Customer Solution
Contrinex RTP-0501-000 50mm-diameter RFID tags with nylon
housings are ideal for this application. The ConIdent® range
utilizes passive transponders which require no internal power
source, and a range of read/write modules rated up to IP67.
The RTP-0501 provides read/write distances of up to 42mm,
depending on the read/write module selected.
Each workpiece carrier has an integrated holder for an RFID
tag. Tags, which clip into the holder, are interchangeable and
are rated IP67 or IP69K. At the start of the production cycle,
the transponder is programmed with information including
component part number and batch ID.
Read/write modules on process stations read the tag on each
carrier. In an automotive manufacturing plant, different types
of component arrive in turn at the washing station, and the
information from the RFID tag is used to select the correct
washing cycle for each batch.
On completion of the complete production cycle, parts are
unloaded from the carrier. The customer’s PLC control system
checks the tag data against the expected value and then
overwrites the data on the tag in preparation for the next
batch.
Contrinex ConIdent® RFID devices allow unordered process
sequencing and provide excellent service life, reliability and
robustness lacking in alternative identification systems.

CUSTOMER VALUES
LESS HANDLING
ELIMINATE VISUAL INSPECTION
FEWER RETURNS
PROCESS VERIFICATION
PRODUCT ADVANTAGES
LONG OPERATING DISTANCE (3X STANDARD VALUE)
EXCELLENT SENSING STABILITY ON SMALL & THIN TARGETS
ROBUST, METAL-CASED INDUCTIVE PROXIMITY SENSORS
IO-LINK INTERFACE INCLUDED – IDEAL FOR INDUSTRY 4
The automotive industry demands parts that are verified to be
100% correct and therefore a supplier of injection moulded
parts trusts Contrinex inductives from their Extra Distance 500
Series to check that threaded inserts have been correctly
mounted inside moulded plastic parts.
CUSTOMER APPLICATION
To enable the fast screw assembly required by automotive
plants it is common to embed threaded inserts, typically made
of brass, into plastic mouldings.
These nut-like elements are crucial to ensuring the correct
final assembly process of the car and so the supplier must be
able to ensure they are all present. It is not uncommon for
automotive companies to return several days’ worth of
production parts to a supplier and levy substantial fines if even
a minor error is found.
The design of the moulded plastic parts which are used in
automotive air filtration systems is problematic because it
prevents visual checking the presence of the inserts and so a
reliable test mechanism had to be found.

CUSTOMER SOLUTION
Contrinex DW-AS-513-M30-002 Extra Distance inductives are
used in a checking fixture to detect if any inserts are missing
or incorrectly mounted. The solution exploits the unique
sensing capabilities of the Condist® technology in these 500
Series sensors, utilising their longer sensing distances and
better stability to environmental influences. The long
operating distance and high sensing stability enable the
detection of small inserts through a thick layer of plastic.
The test fixture is designed to accept a finished moulding and
is equipped with sensors at each of the insert locations. Each
sensor can detect the presence of the corresponding metal
insert through moulded plastic and so confirm compliance
with the specifications. The sensor’s PNP Normally Open
output provides a logical GO – NO GO feed to a micro-
controller.

CONTRINEX SENSORS ARE RENOWNED FOR PERFORMANCE AND RELIABILITY
BY AUTOMOTIVE OEMS & THEIR SUPPLIERS AROUND THE WORLD..
CONTRINEX’S INNOVATIVE PRODUCTS ARE OFTEN DEVELOPED WITH AUTOMOTIVE MIND
- EXAMPLES INCLUDE THE UNIQUELY ROBUST 700 SERIES INDUCTIVES,
METAL-ENCASED & EMBEDDABLE RFID TRANSPONDERS, MACHINE
SAFETY SENSORS AND A WIDE PORTFOLIO OF PHOTOELECTRIC SENSORS.
- EXPERTS IN MINIATURISATION, CONTRINEX SENSORS ARE POPULAR FOR JIGS, GAUGES & ASSEMBLY.
AUTOMOTIVE MANUFACTURING,
SUPPLY & ASSEMBLY APPLICATIONS



CUSTOMER VALUES
UNINTERRUPTED PRODUCTION AS PART IDENTIFICATION IS
HIGHLY RELIABLE
NO RISK OF SYSTEM DEGRADATION AS TAGS ARE RESISTANT TO
HIGH TEMPERATURES
LOW MAINTENANCE COSTS IN VIEW OF TRANSPONDERS’
EXTENDED SERVICE LIFE
NO RISK OF PAINT CONTAMINATION OWING TO SILICONE-FREE
TAG CONSTRUCTION
PRODUCT ADVANTAGES
LCP-HOUSED TRANSPONDERS OPERATE AT TEMPERATURES
UP TO 250OC (482ºF)
CONIDENT® TECHNOLOGY IS HIGHLY TOLERANT OF SURFACE
CONTAMINATION
EXTENDED SENSING DISTANCES UP TO 56MM
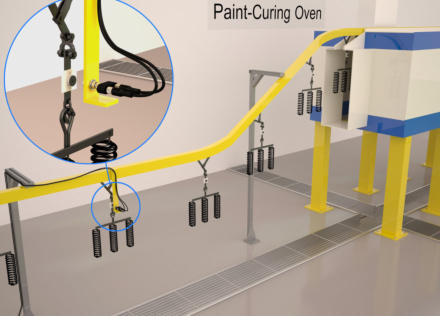
A manufacturer of automotive-suspension coil springs uses
Radio Frequency Identification (RFID) technology to identify
parts and monitor process status in an automated paint shop.
Parts travel on dedicated transport frames; each transport
frame, suspended from an overhead conveyor, is fitted with a
high-frequency, high-temperature RFID tag. During the paint-
curing cycle, temperatures may rise to 250°C (482°F) for more
than 30 minutes. Contrinex high-temperature transponders
operate reliably in this range.
CUSTOMER APPLICATION
Automotive suspension components require highly durable
surface finishes. A German manufacturer of suspension coil
springs operates an automated paint-processing plant that
degreases, spray-paints and heat-cures parts.
Springs travel through the plant on dedicated transport
frames. RFID tags, mounted on the frames, identify individual
parts. Throughout the process, read/write modules (RWMs),
compatible with ISO/IEC 15693, interrogate the tags and
update a centralized control system.
During the heat-curing process, the entire transport frame,
complete not only with parts but also with transponder, passes
through the curing oven. Curing temperatures reach 250°C
(482°F) for more than 30 minutes. Temperatures this high are
beyond the capabilities of many RFID tags. In the past,
complex mechanical arrangements were needed to shield
devices from elevated-temperature areas.
The customer requires RFID tags that not only withstand the
high-temperature environment but also offer complete
reliability and a service life of at least 2000 temperature cycles.
Compliance with ISO/IEC 15693 is mandatory to ensure
compatibility with existing RWMs.
Customer Solution
Contrinex high-temperature high-frequency (HF) RFID tags
are ideal for this application. These 50mm-diameter
ConIdent® passive transponders with liquid-crystal polymer
(LCP) housings are purpose-designed for operation at
temperatures up to 250°C (482°F). They require no internal
power source and are fully compliant with ISO/IEC 15693,
ensuring compatibility with the customer’s existing
equipment.
The tags, mounted directly onto the transport frames,
withstand repeated exposure to elevated temperatures and
easily achieve the required service life. ConIdent® technology
is also highly tolerant of surface contamination, and the tags
ensure continuous error-free operation in spite of unavoidable
soiling with paint overspray. These Contrinex RFID tags also
boast silicone-free construction – an essential anti-
contamination requirement for paint-shop applications.
Contrinex transponders not only withstand the environment,
they accommodate the variability of a transport frame’s travel
path. Since the frame is not constrained from moving about
its vertical axis, the exact path of the tag may vary from frame
to frame – often by several millimetres. The system allows for
this movement and produces reliable results that are
independent of the exact tag position.
Contrinex RFID tags provide accurate and highly reliable part
identification in a demanding high-temperature environment.
The customer enjoys extended service life and robustness not
available from alternative transponders, together with
excellent value for money.


CUSTOMER VALUES
PROVEN TECHNOLOGY TO ENSURE HIGHLY RELIABLE FIT-&-
FORGET POKA YOKE QUALITY CONTROL WITH NO MANUAL
INTERVENTION
UNOBTRUSIVE SYSTEM THAT DOES NOT IMPACT UPON THE
WELDING STATION CYCYLE TIMES
FAST & EASY SWAP OUT IN CASE OF DAMAGE TO THE SENSOR
PRODUCT ADVANTAGES
COMPACT & ROBUST, ALUMINIUM EXTRUDED HOUSING - 40 X
20.5MM)
DIVERSE PORTFOLIO OFFERS EXCEPTIONAL RANGE OF SIZES -
100 TO 2,000MM HEIGHT AND 0.9 TO 25MM RESOLUTION
FAST & EASY INTEGRATION WITH M12 CONNECTORS
LOW COST, HIGH PERFORMANCE AND LONG SENSING RANGE
During manufacture of mechanical assemblies for automotive
production, an operator uses a manually operated machine to
weld metal parts together. After welding, the operator drops
the assembly in a transport bin ready for dispatch. As each
assembly is placed in the bin, an infra-red light detection grid
sensor detects its presence and confirms that the welding
cycle has been completed correctly
CUSTOMER APPLICATION
In an automotive 1st tier supplier manufacturing plant, an
operator loads small parts by hand onto a resistance-welding
machine and initiates the PLC-controlled welding cycle. After
welding, the operator drops the completed assembly into a
metal bin used to transport parts directly to the customer.
From time to time, unwelded parts are placed in the bin,
resulting in rejection of entire batches of assemblies by the
customer. Manual inspection of each assembly is impractical; a
sensor system must detect the presence of each item as it is
dropped into the bin and check that the corresponding
welding cycle has been completed.
The sensing system must not increase the process cycle-time
and must detect parts as they are dropped into the open bin,
which is approximately 120cm (4ft) long and 90cm (3ft) wide.
Parts are around 15cm (6in) long and a sensor with a rapid
response time is necessary to detect fast-moving items.

Customer Solution
The Contrinex DGI range of infrared light detection grids is
well-suited for this application. Comprising separate sender-
and receiver-units and constructed with rugged one-piece
aluminium-profile housings, these versatile sensor systems are
ideal for the busy production environment.
With response times from 0.8 to 4.8 milliseconds which are
faster than safety light-curtains and a choice of resolutions
from 0.9 to 25mm dependent upon the size of the light grid,
the DGI light detection grids range exceed the demanding
customer specification for rapid response and reliable
detection of the small parts.
The 8m range between sender and receiver and their compact
design enables easy mounting at each end of the transport
bin without impeding the operator or increasing the process
cycle time.
The DGI light detection grid sender only requires a power
supply connection and the receiver features two Push-Pull
(PNP + NPN), Light-ON+ Dark-ON, 4-pin M12 outputs,
simplifying installation.
The system detects the presence of any item passing through
the light curtain and immediately interrogates the PLC to
confirm that a welding cycle has been completed since
detection of the preceding item. If no welding cycle is
registered, the system interrupts the process and sounds an
alarm, alerting the operator.


CUSTOMER VALUES
RAPID, RELIABLE DETECTION OF A SMALL, FAST-MOVING
TARGET WITH AN ERRATIC PATH
ELIMINATION OF DOWNTIME ARISING FROM BROKEN CABLES
HIGHLY COST-EFFECTIVE SOLUTION TO A POTENTIALLY COSTLY
PROBLEM
PRODUCT ADVANTAGES
SYSTEM SWITCHING FREQUENCY OF UP TO 4000 HZ
EXCEPTIONALLY RELIABLE DETECTION ACROSS A 90MM X
20MM ENVELOPE
DIFFUSE DETECTOR WITH SIMPLE SET-UP AND TEACH-IN
FUNCTION
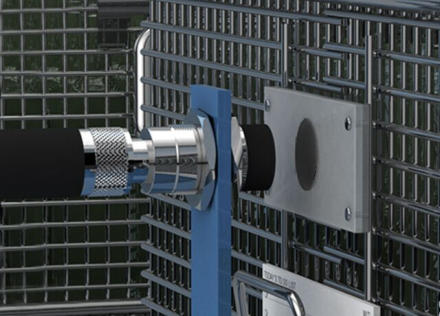
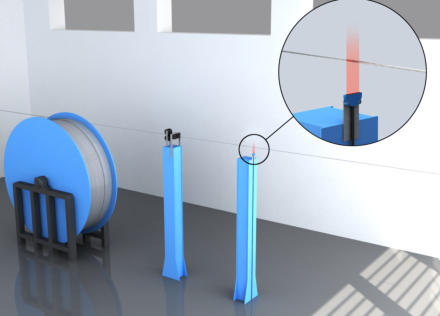
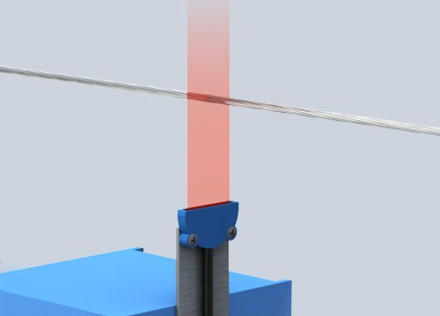
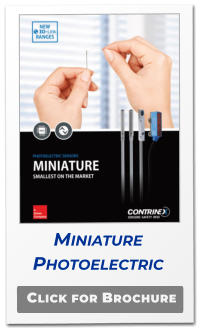
During manufacture of automotive parking-brake cable,
multiple strands of steel wire are twisted together, forming a
single cable. After twisting, cable passes to the next process in
an unsupported, continuous length. Occasionally, the cable
breaks, compromising safety and damaging equipment.
Although the cable’s exact path is unpredictable, a multi-
beam fibre-optic sensor detects its presence, interrupting the
process if it breaks.
CUSTOMER APPLICATION
During production of automotive parking-brake cable in a
Portuguese factory, strands of steel wire are twisted together,
forming a single cable with a nominal diameter of 3mm (0.1in).
The process operates continuously, and twisted cable passes
between successive work-stations in an unbroken length.
Between operations, the cable is largely unsupported,
assuming the form of a suspended catenary.
Occasionally, a manufacturing defect causes the cable to
break. In this event, safety is compromised and, unless
processing is halted, machine breakdowns occur. A sensor
system must detect the presence of the cable as it passes
from one operation to the next, interrupting the process if it
breaks.
Because the cable is unsupported, its path is unpredictable
and its exact position at any time, particularly in the vertical
plane, is unknown. The sensor system must detect the
presence of the cable reliably at any point within an envelope
90mm (3.5in) high and 20mm (0.75in) wide.
Customer Solution
A Contrinex photoelectric sensor system, comprising a DIN-
rail-mounted fibre-optic amplifier coupled with a multi-beam
diffuse sensing head, provides an optimal solution for this
application. With maximum switching frequencies of up to
4000 Hz and sensing distances of up to 150mm (6in), multi-
beam fibre-optic sensors are ideal for detecting fast-moving
targets. The PBTP construction of the sensing head ensures
excellent mechanical protection in the production
environment.
The 28mm-wide sensing face of the multi-beam sensor
detects targets across its entire width, providing a detection
envelope that comfortably accommodates the customer’s
90mm x 20mm requirement. Initial set-up is accomplished by
means of a manual teach-in function and integral signal-
strength LCD, following which the system operates without
manual intervention.
A 2m-long fibre cable allows remote mounting of the fibre-
optic amplifier; connection to the customer’s control system is
via an industry-standard PNP interface and an integral M8
cable connector, allowing easy removal and replacement
when necessary.
The system tolerates high ambient-light conditions and
detection of a broken cable is both highly reliable and
immediate. If the cable breaks, the system interrupts the
process and sounds an alarm, alerting the operator. Downtime
arising from broken cables has been eliminated since the
system has been operational.
CUSTOMER VALUES
RELIABLE DOUBLE-SHEET DETECTION ELIMINATES TOOL
DAMAGE AND DOWNTIME
COMPACT, ROBUST SENSOR ENSURES CONVENIENT,
UNOBTRUSIVE OPERATION
INCREASED FLEXIBILITY AS A SINGLE SENSOR DETECTS
SEVERAL DIFFERENT MATERIALS (EG CARBON STEEL,
STAINLESS STEEL & ALUMINIUM)
REDUCED COMPLEXITY AS SENSOR CONNECTS DIRECTLY TO
THE CUSTOMER’S CONTROL SYSTEM
PRODUCT ADVANTAGES
SENSOR SPECIALLY DEVELOPED FOR DETECTING MULTIPLE
OVERLAPPING METAL SHEETS
CONDET® TECHNOLOGY MAKES PERFORMANCE
INDEPENDENT OF TARGET MATERIAL
RUGGED INDUCTIVE SENSOR WITH ONE-PIECE STAINLESS
STEEL CONSTRUCTION
EXTENDED SENSING DISTANCE AVOIDS RISK OF MECHANICAL
DAMAGE
Contrinex’s innovative sensors provide affordable detection of
overlapping metal sheets. They can protect a press-line by
checking that two metal blanks are not presented to the
forming press, or alternatively ensure two pieces of metal are
present for example in an automotive welding assembly –
Sometimes two’s too many, but sometimes you just need two.
CUSTOMER APPLICATION
A producer of deep-drawn metal parts for the automotive
industry uses Contrinex’s double-sheet sensing to prevent
costly tool damage and downtime.
Deep drawing and other metal-forming techniques are widely
used in the automotive industry, which requires expensive
press tools to produce complex profiles from sheet metal
blanks. During high-volume production, an automated feeder
loads sheets of steel or aluminium to the press.
The metal sheets are lightly lubricated to reduce friction
during deep drawing, but the thin film of oil can cause two
sheets to stick together in the feeder. If the press operates with
such double sheets loaded, the forming tool will be damaged,
resulting in downtime and large repair costs. Therefore
sensing systems are used to check the material before it is
loaded.
Previously, the customer had trailed alternative sensor
technologies. All were excessively cumbersome and difficult to
set up, and most were unable to detect double sheets reliably.
Customer Solution
Contrinex offers a rugged, compact stainless-steel -bodied
sensor for the loading station, which checks each metal sheet
as it is presented by the feeder. If it detects a double sheet, the
material is rejected and the operating cycle inhibited, which
reduces expensive damage to tooling and improves OEE.
The sensor enables discrimination between single and double
metal sheets of a defined thickness of steel or aluminium in
the size range of 0.8 – 1.2mm thick.
A specialist version of Contrinex’s uniquely robust ‘700 Series’
family of inductive sensors, they share the benefits of being
both impact and abrasion resilient and having a case
machined from a single-piece of stainless-steel – These are the
sensors whose robustness is demonstrated by using them to
hammer in nails.
The reliability of their performance and robustness enable you
to minimise downtime and improve the OEE of Press-lines or
verify assembly operations.
During semi-automated heat staking of assemblies
manufacturers use light curtains to preserve operator safety
without compromising production throughput. The active
optoelectronic protective device (AOPD), mounted directly in
front of each bench-mounted heat-press, prevents the press-
head from descending if it detects any intrusion in the
working area, halting the operating cycle immediately.
CUSTOMER APPLICATION
Heat-staking is a popular process for fastening metal parts to
plastic moldings, and is commonly used by manufacturers
during the production of sub-assemblies. At each station, an
operator loads a molding and one or more metal parts into a
slide-mounted assembly fixture. Once the components are
correctly inserted, the operator pushes the slide into position
beneath the press-head, triggering the automated heat-
staking cycle.
The heated press-head, which may reach temperatures in
excess of 350oC (660oF), descends toward the pre-positioned
components. It applies heat and pressure to specific areas of
the molding, causing a controlled thermal deformation that
creates a permanent joint between the metal parts and the
molding. Following a pre-determined dwell period, the head
returns to the raised position, ending the cycle; the operator
withdraws the slide and removes the assembly from the
fixture.
Existing mechanical safety barriers are cumbersome and
inconvenient; throughput is constrained as a result of the time
taken to open and close the guards during each cycle. The
company requires an alternative safety guard that provides
effective hand protection while allowing unobstructed loading
and unloading. It must be simple, space-saving and operate
reliably in the production environment.

WELCOME TO PLUS AUTOMATION LTD - EXPERTS IN SENSORS, WE WILL WORK TO HELP YOU
SOLVE YOUR APPLICATIONS, IMPROVE MACHINE PERFORMANCE & RELIABILITY AND REDUCE COSTS
USING CONTRINEX’S EXCEPTIONAL SENSORS - LET US HELP YOU #MAKE SENSE OF SENSORS







































CUSTOMER VALUES
COST-EFFECTIVE, ACTIVE SAFEGUARDING
IMPROVED WORKPLACE ERGONOMICS
INCREASED PRODUCTIVITY ARISING FROM UNIMPEDED
LOADING AND UNLOADING
INDUSTRY-STANDARD INTERFACE REQUIRES MINIMAL
MODIFICATION TO CONTROL SYSTEMS
PRODUCT ADVANTAGES
PERMANENT AUTOCONTROL NOT USUALLY FOUND ON TYPE 2
SAFETY DEVICES
IP65 AND IP67 PROTECTION
NON-CONTACT OPERATING PRINCIPLES
EXCELLENT SAFETY RATING TO EN/ISO 13849-1 CAT. 2 PL C
AND IEC 61508 SIL 1
AOPD (ACTIVE OPTOELECTRONIC PROTECTIVE DEVICE) WITH
ALUMINIUM HOUSING AND M12 CABLE CONNECTOR
CUSTOMER SOLUTION
The company’s risk assessment confirms that Type 2 AOPDs
(active optoelectronic protective devices) would ensure
appropriate operator protection. Designed for applications
where the risk has been evaluated as moderate, Safetinex IEC
61496 Type 2 light curtains from Contrinex are rated to EN/ISO
13849-1 Category 2, Performance Level PL c and IEC 61508
Safety Integrity Level SIL 1, making them ideal for the
application.
The heat-staking press is housed in an open-fronted enclosure
with clear impact-resistant walls. The light curtain has an
operating range of up to 12 metres and a resolution of 30 mm,
ideal for hand protection; it safeguards the open front area of
the press, allowing easy access when required. The protected
height is 795mm, ensuring safe operation without impeding
the operator during loading and unloading.
Manufactured with rugged extruded aluminium housings and
IP65 + IP67 protection, these units are well-suited to the
production environment and will withstand shocks and
vibrations.
Industry-standard PNP normally-open configuration allows
connection to the customer’s control system via an integral 5-
pin M12 cable connector. These units have an integrated
alignment LED and permanent autocontrol – a feature not
usually found on Type 2 safety devices.
The new sensors take up much less space than the
mechanical guards they replaced, improving workplace
ergonomics. Loading and unloading is no longer impeded,
increasing productivity while actively safeguarding operators.
Safetinex Type 2 light curtains provide a reliable and cost-
effective solution.

CUSTOMER VALUES
UNINTERRUPTED PRODUCTION AS BATCH IDENTIFICATION IS
HIGHLY RELIABLE
NO RESTRICTIONS ON USE OF CHEMICAL CLEANERS USING IP
67 OR IP69K-RATED TRANSPONDERS
LOW MAINTENANCE COSTS IN VIEW OF TRANSPONDERS’
EXTENDED SERVICE LIFE
LOW RISK OF MECHANICAL DAMAGE BECAUSE OF SENSING
DISTANCE UP TO 42MM
PRODUCT ADVANTAGES
PASSIVE TRANSPONDERS REQUIRE NO POWER SOURCE AND
MINIMAL MAINTENANCE
TRANSPONDER PERFORMANCE GUARANTEED FOR UP TO
100,000 ‘WRITE’ CYCLES
CONIDENT® TECHNOLOGY PROVIDES EXTENDED SENSING
RANGE ≤ 42MM
RUGGED TRANSPONDERS WITH NYLON OR ALL-METAL
HOUSINGS SEALED TO IP67 OR IP69K
READ/WRITE UNITS INTERFACE DIRECTLY WITH CUSTOMER
CONTROL SYSTEMS
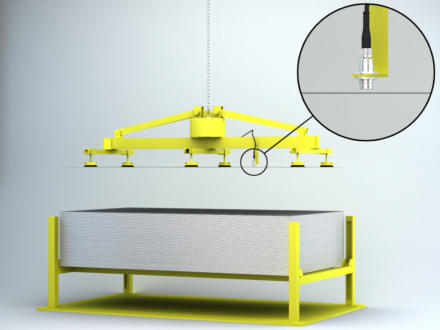
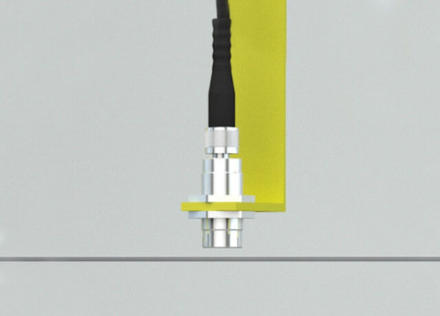
A manufacturer of industrial workpiece-carrier systems trusts
Contrinex Radio Frequency Identification (RFID) technology to
identify component baskets and initiate automated in-process
washing. A read-write module, mounted at the washing
station, interrogates the nylon-encased RFID tag on the
approaching carrier. The customer’s control system identifies
the carrier and initiates the correct washing cycle.
CUSTOMER APPLICATION
The manufacturer of automotive components needs to wash
components at several stages of the manufacturing process.
They wish to automate the production cycle, so that batches of
components, loaded in custom-designed, metal basket
carriers, can travel between process stations in an unordered
sequence. As each carrier approaches the washing station, the
customer’s control system automatically selects the correct
washing cycle for the batch.
The modular design of the metal basket carriers allows them
to transport more than one type of component. The basket
accepts a number of different inserts which are tailored for
specific components. The identification system must allow
component data to be stored temporarily and rewritten for
each batch, as a carrier is not always used for the same
component.
The production environment is harsh. RFID transponders and
read/write modules are exposed to hazards that include
mechanical shocks, hot water, corrosive chemicals and high-
pressure jetting. Identification systems must operate
continuously in this environment with ultra-high reliability.
Customer Solution
Contrinex RTP-0501-000 50mm-diameter RFID tags with nylon
housings are ideal for this application. The ConIdent® range
utilizes passive transponders which require no internal power
source, and a range of read/write modules rated up to IP67.
The RTP-0501 provides read/write distances of up to 42mm,
depending on the read/write module selected.
Each workpiece carrier has an integrated holder for an RFID
tag. Tags, which clip into the holder, are interchangeable and
are rated IP67 or IP69K. At the start of the production cycle,
the transponder is programmed with information including
component part number and batch ID.
Read/write modules on process stations read the tag on each
carrier. In an automotive manufacturing plant, different types
of component arrive in turn at the washing station, and the
information from the RFID tag is used to select the correct
washing cycle for each batch.
On completion of the complete production cycle, parts are
unloaded from the carrier. The customer’s PLC control system
checks the tag data against the expected value and then
overwrites the data on the tag in preparation for the next
batch.
Contrinex ConIdent® RFID devices allow unordered process
sequencing and provide excellent service life, reliability and
robustness lacking in alternative identification systems.
CUSTOMER VALUES
LESS HANDLING
ELIMINATE VISUAL INSPECTION
FEWER RETURNS
PROCESS VERIFICATION
PRODUCT ADVANTAGES
LONG OPERATING DISTANCE (3X STANDARD VALUE)
EXCELLENT SENSING STABILITY ON SMALL & THIN TARGETS
ROBUST, METAL-CASED INDUCTIVE PROXIMITY SENSORS
IO-LINK INTERFACE INCLUDED – IDEAL FOR INDUSTRY 4
The automotive industry demands parts that are verified to be
100% correct and therefore a supplier of injection moulded
parts trusts Contrinex inductives from their Extra Distance 500
Series to check that threaded inserts have been correctly
mounted inside moulded plastic parts.
CUSTOMER APPLICATION
To enable the fast screw assembly required by automotive
plants it is common to embed threaded inserts, typically made
of brass, into plastic mouldings.
These nut-like elements are crucial to ensuring the correct
final assembly process of the car and so the supplier must be
able to ensure they are all present. It is not uncommon for
automotive companies to return several days’ worth of
production parts to a supplier and levy substantial fines if even
a minor error is found.
The design of the moulded plastic parts which are used in
automotive air filtration systems is problematic because it
prevents visual checking the presence of the inserts and so a
reliable test mechanism had to be found.
CUSTOMER SOLUTION
Contrinex DW-AS-513-M30-002 Extra Distance inductives are
used in a checking fixture to detect if any inserts are missing
or incorrectly mounted. The solution exploits the unique
sensing capabilities of the Condist® technology in these 500
Series sensors, utilising their longer sensing distances and
better stability to environmental influences. The long
operating distance and high sensing stability enable the
detection of small inserts through a thick layer of plastic.
The test fixture is designed to accept a finished moulding and
is equipped with sensors at each of the insert locations. Each
sensor can detect the presence of the corresponding metal
insert through moulded plastic and so confirm compliance
with the specifications. The sensor’s PNP Normally Open
output provides a logical GO – NO GO feed to a micro-
controller.
AUTOMOTIVE
MANUFACTURING, SUPPLY &
ASSEMBLY APPLICATIONS
RENOWNED FOR PERFORMANCE AND
RELIABILITY BY AUTOMOTIVE OEMS AND
THEIR SUPPLY BASE, CONTRINEX SENSORS
ARE TRUSTED AROUND THE WORLD.
CONTRINEX’S INNOVATIVE PRODUCTS ARE OFTEN
DEVELOPED WITH AUTOMOTIVE MIND
- EXAMPLES INCLUDE THE UNIQUELY ROBUST 700
SERIES INDUCTIVES, METAL-ENCASED &
EMBEDDABLE RFID TRANSPONDERS,
MACHINE SAFETY SENSORS AND A WIDE
PORTFOLIO OF PHOTOELECTRIC SENSORS.
- EXPERTS IN MINIATURISATION, CONTRINEX
SENSORS ARE POPULAR FOR JIGS & ASSEMBLY.
A manufacturer of automotive-suspension coil springs uses
Radio Frequency Identification (RFID) technology to identify
parts and monitor process status in an automated paint shop.
Parts travel on dedicated transport frames; each transport
frame, suspended from an overhead conveyor, is fitted with a
high-frequency, high-temperature RFID tag. During the paint-
curing cycle, temperatures may rise to 250°C (482°F) for more
than 30 minutes. Contrinex high-temperature transponders
operate reliably in this range.
CUSTOMER APPLICATION
Automotive suspension components require highly durable
surface finishes. A German manufacturer of suspension coil
springs operates an automated paint-processing plant that
degreases, spray-paints and heat-cures parts.
Springs travel through the plant on dedicated transport
frames. RFID tags, mounted on the frames, identify individual
parts. Throughout the process, read/write modules (RWMs),
compatible with ISO/IEC 15693, interrogate the tags and
update a centralized control system.
During the heat-curing process, the entire transport frame,
complete not only with parts but also with transponder, passes
through the curing oven. Curing temperatures reach 250°C
(482°F) for more than 30 minutes. Temperatures this high are
beyond the capabilities of many RFID tags. In the past,
complex mechanical arrangements were needed to shield
devices from elevated-temperature areas.
The customer requires RFID tags that not only withstand the
high-temperature environment but also offer complete
reliability and a service life of at least 2000 temperature cycles.
Compliance with ISO/IEC 15693 is mandatory to ensure
compatibility with existing RWMs.
Customer Solution
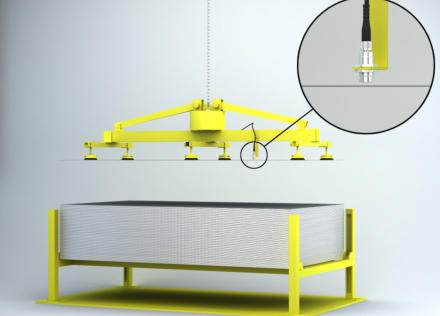
Stack-feeders deliver base plates, electrical printed circuit
boards and other planar components to the assembly lines. In
Contrinex high-temperature high-frequency (HF) RFID tags
are ideal for this application. These 50mm-diameter
ConIdent® passive transponders with liquid-crystal polymer
(LCP) housings are purpose-designed for operation at
temperatures up to 250°C (482°F). They require no internal
power source and are fully compliant with ISO/IEC 15693,
ensuring compatibility with the customer’s existing
equipment.
The tags, mounted directly onto the transport frames,
withstand repeated exposure to elevated temperatures and
easily achieve the required service life. ConIdent® technology
is also highly tolerant of surface contamination, and the tags
ensure continuous error-free operation in spite of unavoidable
soiling with paint overspray. These Contrinex RFID tags also
boast silicone-free construction – an essential anti-
contamination requirement for paint-shop applications.
Contrinex transponders not only withstand the environment,
they accommodate the variability of a transport frame’s travel
path. Since the frame is not constrained from moving about
its vertical axis, the exact path of the tag may vary from frame
to frame – often by several millimetres. The system allows for
this movement and produces reliable results that are
independent of the exact tag position.
Contrinex RFID tags provide accurate and highly reliable part
identification in a demanding high-temperature environment.
The customer enjoys extended service life and robustness not
available from alternative transponders, together with
excellent value for money.
CUSTOMER VALUES
RAPID, RELIABLE DETECTION OF A SMALL, FAST-MOVING
TARGET WITH AN ERRATIC PATH
ELIMINATION OF DOWNTIME ARISING FROM BROKEN CABLES
HIGHLY COST-EFFECTIVE SOLUTION TO A POTENTIALLY COSTLY
PROBLEM
PRODUCT ADVANTAGES
SYSTEM SWITCHING FREQUENCY OF UP TO 4000 HZ
EXCEPTIONALLY RELIABLE DETECTION ACROSS A 90MM X
20MM ENVELOPE
DIFFUSE DETECTOR WITH SIMPLE SET-UP AND TEACH-IN
FUNCTION
Customer Solution
The Contrinex DGI range of infrared light detection grids is
well-suited for this application. Comprising separate sender-
and receiver-units and constructed with rugged one-piece
aluminium-profile housings, these versatile sensor systems are
ideal for the busy production environment.
With response times from 0.8 to 4.8 milliseconds which are
faster than safety light-curtains and a choice of resolutions
from 0.9 to 25mm dependent upon the size of the light grid,
the DGI light detection grids range exceed the demanding
customer specification for rapid response and reliable
detection of the small parts.
The 8m range between sender and receiver and their compact
design enables easy mounting at each end of the transport
bin without impeding the operator or increasing the process
cycle time.
The DGI light detection grid sender only requires a power
supply connection and the receiver features two Push-Pull
(PNP + NPN), Light-ON+ Dark-ON, 4-pin M12 outputs,
simplifying installation.
The system detects the presence of any item passing through
the light curtain and immediately interrogates the PLC to
confirm that a welding cycle has been completed since
detection of the preceding item. If no welding cycle is
registered, the system interrupts the process and sounds an
alarm, alerting the operator.


CUSTOMER VALUES
UNINTERRUPTED PRODUCTION AS PART IDENTIFICATION IS
HIGHLY RELIABLE
NO RISK OF SYSTEM DEGRADATION AS TAGS ARE RESISTANT TO
HIGH TEMPERATURES
LOW MAINTENANCE COSTS IN VIEW OF TRANSPONDERS’
EXTENDED SERVICE LIFE
NO RISK OF PAINT CONTAMINATION OWING TO SILICONE-FREE
TAG CONSTRUCTION
PRODUCT ADVANTAGES
LCP-HOUSED TRANSPONDERS OPERATE AT TEMPERATURES
UP TO 250OC (482ºF)
CONIDENT® TECHNOLOGY IS HIGHLY TOLERANT OF SURFACE
CONTAMINATION
EXTENDED SENSING DISTANCES UP TO 56MM

CUSTOMER VALUES
PROVEN TECHNOLOGY TO ENSURE HIGHLY RELIABLE FIT-&-
FORGET POKA YOKE QUALITY CONTROL WITH NO MANUAL
INTERVENTION
UNOBTRUSIVE SYSTEM THAT DOES NOT IMPACT UPON THE
WELDING STATION CYCYLE TIMES
FAST & EASY SWAP OUT IN CASE OF DAMAGE TO THE SENSOR
PRODUCT ADVANTAGES
COMPACT & ROBUST, ALUMINIUM EXTRUDED HOUSING - 40 X
20.5MM)
DIVERSE PORTFOLIO OFFERS EXCEPTIONAL RANGE OF SIZES -
100 TO 2,000MM HEIGHT AND 0.9 TO 25MM RESOLUTION
FAST & EASY INTEGRATION WITH M12 CONNECTORS
LOW COST, HIGH PERFORMANCE AND LONG SENSING RANGE
During manufacture of mechanical assemblies for automotive
production, an operator uses a manually operated machine to
weld metal parts together. After welding, the operator drops
the assembly in a transport bin ready for dispatch. As each
assembly is placed in the bin, an infra-red light detection grid
sensor detects its presence and confirms that the welding
cycle has been completed correctly
CUSTOMER APPLICATION
In an automotive 1st tier supplier manufacturing plant, an
operator loads small parts by hand onto a resistance-welding
machine and initiates the PLC-controlled welding cycle. After
welding, the operator drops the completed assembly into a
metal bin used to transport parts directly to the customer.
From time to time, unwelded parts are placed in the bin,
resulting in rejection of entire batches of assemblies by the
customer. Manual inspection of each assembly is impractical; a
sensor system must detect the presence of each item as it is
dropped into the bin and check that the corresponding
welding cycle has been completed.
The sensing system must not increase the process cycle-time
and must detect parts as they are dropped into the open bin,
which is approximately 120cm (4ft) long and 90cm (3ft) wide.
Parts are around 15cm (6in) long and a sensor with a rapid
response time is necessary to detect fast-moving items.

During manufacture of automotive parking-brake cable,
multiple strands of steel wire are twisted together, forming a
single cable. After twisting, cable passes to the next process in
an unsupported, continuous length. Occasionally, the cable
breaks, compromising safety and damaging equipment.
Although the cable’s exact path is unpredictable, a multi-
beam fibre-optic sensor detects its presence, interrupting the
process if it breaks.
CUSTOMER APPLICATION
During production of automotive parking-brake cable in a
Portuguese factory, strands of steel wire are twisted together,
forming a single cable with a nominal diameter of 3mm (0.1in).
The process operates continuously, and twisted cable passes
between successive work-stations in an unbroken length.
Between operations, the cable is largely unsupported,
assuming the form of a suspended catenary.
Occasionally, a manufacturing defect causes the cable to
break. In this event, safety is compromised and, unless
processing is halted, machine breakdowns occur. A sensor
system must detect the presence of the cable as it passes
from one operation to the next, interrupting the process if it
breaks.
Because the cable is unsupported, its path is unpredictable
and its exact position at any time, particularly in the vertical
plane, is unknown. The sensor system must detect the
presence of the cable reliably at any point within an envelope
90mm (3.5in) high and 20mm (0.75in) wide.
Customer Solution
A Contrinex photoelectric sensor system, comprising a DIN-
rail-mounted fibre-optic amplifier coupled with a multi-beam
diffuse sensing head, provides an optimal solution for this
application. With maximum switching frequencies of up to
4000 Hz and sensing distances of up to 150mm (6in), multi-
beam fibre-optic sensors are ideal for detecting fast-moving
targets. The PBTP construction of the sensing head ensures
excellent mechanical protection in the production
environment.
The 28mm-wide sensing face of the multi-beam sensor
detects targets across its entire width, providing a detection
envelope that comfortably accommodates the customer’s
90mm x 20mm requirement. Initial set-up is accomplished by
means of a manual teach-in function and integral signal-
strength LCD, following which the system operates without
manual intervention.
A 2m-long fibre cable allows remote mounting of the fibre-
optic amplifier; connection to the customer’s control system is
via an industry-standard PNP interface and an integral M8
cable connector, allowing easy removal and replacement
when necessary.
The system tolerates high ambient-light conditions and
detection of a broken cable is both highly reliable and
immediate. If the cable breaks, the system interrupts the
process and sounds an alarm, alerting the operator. Downtime
arising from broken cables has been eliminated since the
system has been operational.
Contrinex’s innovative sensors provide affordable detection of
overlapping metal sheets. They can protect a press-line by
checking that two metal blanks are not presented to the
forming press, or alternatively ensure two pieces of metal are
present for example in an automotive welding assembly –
Sometimes two’s too many, but sometimes you just need two.
CUSTOMER APPLICATION
A producer of deep-drawn metal parts for the automotive
industry uses Contrinex’s double-sheet sensing to prevent
costly tool damage and downtime.
Deep drawing and other metal-forming techniques are widely
used in the automotive industry, which requires expensive
press tools to produce complex profiles from sheet metal
blanks. During high-volume production, an automated feeder
loads sheets of steel or aluminium to the press.
The metal sheets are lightly lubricated to reduce friction
during deep drawing, but the thin film of oil can cause two
sheets to stick together in the feeder. If the press operates with
such double sheets loaded, the forming tool will be damaged,
resulting in downtime and large repair costs. Therefore
sensing systems are used to check the material before it is
loaded.
Previously, the customer had trailed alternative sensor
technologies. All were excessively cumbersome and difficult to
set up, and most were unable to detect double sheets reliably.
CUSTOMER VALUES
RELIABLE DOUBLE-SHEET DETECTION ELIMINATES TOOL
DAMAGE AND DOWNTIME
COMPACT, ROBUST SENSOR ENSURES CONVENIENT,
UNOBTRUSIVE OPERATION
INCREASED FLEXIBILITY AS A SINGLE SENSOR DETECTS
SEVERAL DIFFERENT MATERIALS (EG CARBON STEEL,
STAINLESS STEEL & ALUMINIUM)
REDUCED COMPLEXITY AS SENSOR CONNECTS DIRECTLY TO
THE CUSTOMER’S CONTROL SYSTEM
PRODUCT ADVANTAGES
SENSOR SPECIALLY DEVELOPED FOR DETECTING MULTIPLE
OVERLAPPING METAL SHEETS
CONDET® TECHNOLOGY MAKES PERFORMANCE
INDEPENDENT OF TARGET MATERIAL
RUGGED INDUCTIVE SENSOR WITH ONE-PIECE STAINLESS
STEEL CONSTRUCTION
EXTENDED SENSING DISTANCE AVOIDS RISK OF MECHANICAL
DAMAGE
Customer Solution
Contrinex offers a rugged, compact stainless-steel -bodied
sensor for the loading station, which checks each metal sheet
as it is presented by the feeder. If it detects a double sheet, the
material is rejected and the operating cycle inhibited, which
reduces expensive damage to tooling and improves OEE.
The sensor enables discrimination between single and double
metal sheets of a defined thickness of steel or aluminium in
the size range of 0.8 – 1.2mm thick.
A specialist version of Contrinex’s uniquely robust ‘700 Series’
family of inductive sensors, they share the benefits of being
both impact and abrasion resilient and having a case
machined from a single-piece of stainless-steel – These are the
sensors whose robustness is demonstrated by using them to
hammer in nails.
The reliability of their performance and robustness enable you
to minimise downtime and improve the OEE of Press-lines or
verify assembly operations.









WELCOME TO PLUS AUTOMATION LTD - EXPERTS IN SENSORS,
WE WILL HELP YOU SOLVE YOUR APPLICATIONS, IMPROVE MACHINE
PERFORMANCE & RELIABILITY AND REDUCE COSTS USING CONTRINEX’S
EXCEPTIONAL SENSORS - LET US HELP YOU #MAKE SENSE OF SENSORS



During semi-automated heat staking of assemblies
manufacturers use light curtains to preserve operator safety
without compromising production throughput. The active
optoelectronic protective device (AOPD), mounted directly in
front of each bench-mounted heat-press, prevents the press-
head from descending if it detects any intrusion in the
working area, halting the operating cycle immediately.
CUSTOMER APPLICATION
Heat-staking is a popular process for fastening metal parts to
plastic moldings, and is commonly used by manufacturers
during the production of sub-assemblies. At each station, an
operator loads a molding and one or more metal parts into a
slide-mounted assembly fixture. Once the components are
correctly inserted, the operator pushes the slide into position
beneath the press-head, triggering the automated heat-
staking cycle.
The heated press-head, which may reach temperatures in
excess of 350oC (660oF), descends toward the pre-positioned
components. It applies heat and pressure to specific areas of
the molding, causing a controlled thermal deformation that
creates a permanent joint between the metal parts and the
molding. Following a pre-determined dwell period, the head
returns to the raised position, ending the cycle; the operator
withdraws the slide and removes the assembly from the
fixture.
Existing mechanical safety barriers are cumbersome and
inconvenient; throughput is constrained as a result of the time
taken to open and close the guards during each cycle. The
company requires an alternative safety guard that provides
effective hand protection while allowing unobstructed loading
and unloading. It must be simple, space-saving and operate
reliably in the production environment.