(0121) 58 222 58 SALES@PLUSAUTOMATION.CO.UK

© 2021 - PLUS Automation Limited®














HELPING YOU #MAKE SENSE OF SENSORS





EXAMPLE APPLICATIONS
TO ILLUSTRATE THE WIDE-VARIETY OF APPLICATIONS SOLVED USING CONTRINEX SENSORS, WE HAVE POSTED A LARGE SELECTION OF EXAMPLE APPLICATIONS WHICH CAN BE SEEN BY CLICKING ON AN IMAGE. BELOW ARE A SELECTION OF SOME OF THESE APPLICATIONS:





CUSTOMER VALUES
INDUSTRY-STANDARD IO-LINK INTERFACE ENSURES
RELIABLE OUT-OF-THE-BOX CONNECTIVITY
TWO MODES OF OPERATION IN A SINGLE RWM PROVIDE
ULTIMATE FLEXIBILITY
STANDARD I/O MODE OPERATION SUPPORTS OPERATION OF
DECENTRALISED SORTING SYSTEMS
PLANT-WIDE IO-LINK HARDWARE SIMPLIFIES SYSTEM
INTEGRATION• COMMONALITY OF RWM HARDWARE
MINIMIZES SPARES INVENTORY HOLDING
INTEGRAL M12 CONNECTORS ENSURE EASY INSTALLATION
AND REPLACEMENT
PRODUCT ADVANTAGES
IO-LINK V1.1 COMPATIBILITY
ROBUST METAL HOUSINGS WITH PBTB SENSING FACES
SENSING DISTANCES UP TO 60MM
RECONFIGURABLE REMOTELY OR VIA MASTER TAG
SMART CONDITION-DETECTION SENSOR IN SIO MODE
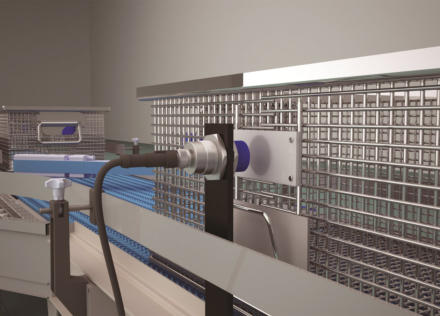
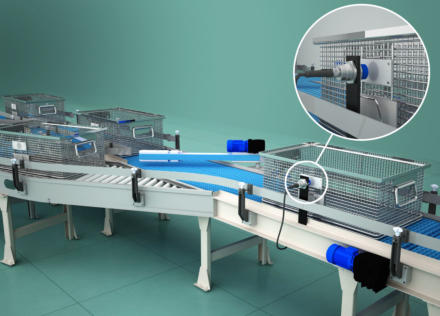
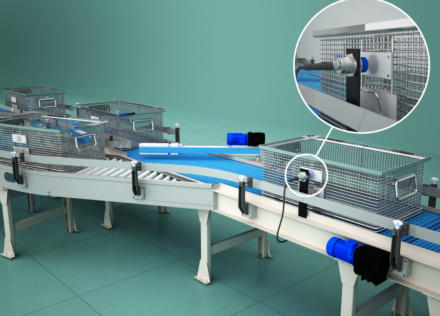
A manufacturer of automated conveyor systems uses RFID
technology to monitor the location of items and to route them
to their chosen destinations. As an basket, fitted with an RFID
transponder tag, travels through the warehouse, IO-Link-
enabled high-frequency read-write modules (RWMs) monitor
its position and read pre-set data stored in the tag. Local logic
capability enables a read-write module to trigger a conveyor
diverter, routing the item without reference to a centralised
PLC-based control system.
CUSTOMER APPLICATION
An OEM manufacturer of automated conveyor systems for the
distribution sector uses RFID technology to monitor the
location of items as they pass through a warehouse. Designers
also required local control of two-way conveyor diverters to
route items to the correct destination;. Therefore generic
information stored on each RFID transponder tag determines
the required diverter position and thus an item’s destination.
Location monitoring relies on a plant-wide PLC-based control
system. An industry-standard interface with the RFID modules
is highly desirable as this allows the use of existing libraries of
PLC function blocks, avoiding the need for custom PLC code.
Ultra-high-speed communication is not essential as conveyor
speeds are moderate.
Local diverter switching relies solely on the information
contained in an item’s RFID tag; communication with the
centralized system is unnecessary. Response time must be no
more than 200 milliseconds to allow the diverter to operate
before the item reaches the switch point.
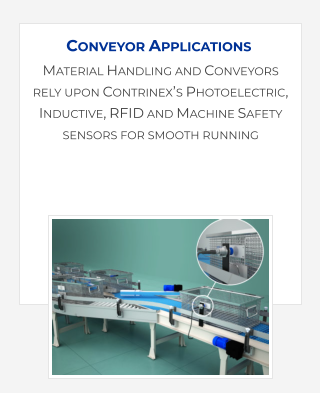
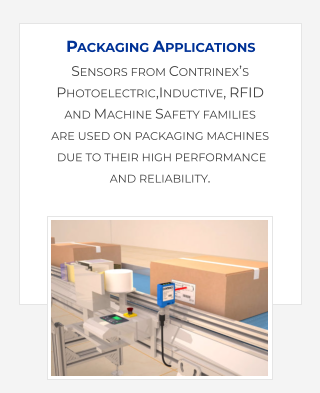
THE CONVEYOR AND MATERIAL HANDLING INDUSTRY HAS LONG-TRUSTED CONTRINEX’S
INDUCTIVE SENSORS AND NOW WITH THE ADDITION OF WELL-PRICED PHOTOELECTRIC,
RFID AND MACHINE SAFETY SENSORS, MAKES CONTRINEX THE PERFECT MATCH.
CONVEYOR APPLICATIONS
CUSTOMER SOLUTION
IO-Link-enabled high-frequency (HF) read-write modules
(RWMs) and RFID tags from Contrinex are ideal for this
application. IO-Link-enabled RWMs are capable of meeting
both requirements, allowing commonality of RWM hardware
across the entire installation. With data-transfer rates up to
38.4k baud (COM2) in IO-Link mode, communication speeds
are well in excess of the minimum requirement.
Contrinex IO-Link RWMs are configurable to operate in one of
two discrete modes; IO-Link mode allows remote
communication via the standard protocol, while standard I/O
mode (SIO mode) allows the device to function as a smart
condition-detection sensor. Process engineers can switch
RWMs between modes either remotely, using
the IO-Link protocol itself, or locally, using a pre-configured
RFID tag (a Master Tag) which is applied directly in front of the
RWM at start-up.
While in SIO mode, RWMs operate either as simple presence-
detection sensors, with a single switched output, or as two-
state condition-detection sensors with two PNP outputs that
correspond to pre-set generic values saved to an item’s RFID.
In the event of a match, an RWM instructs a diverter to assume
one of two alternative switched positions.
With sensing distances up to 60mm, robust M18- and M30-
threaded metal housings and integral M12 connectors,
Contrinex RWMs are ideally suited to the environment of a
busy industrial warehouse. They are compatible with all
ISO/IEC 15693 approved RFID tags, allowing designers ultimate
flexibility and excellent value for money.





CUSTOMER VALUES
UNINTERRUPTED PRODUCTION AS POSITIONAL
IDENTIFICATION IS HIGHLY RELIABLE.
NO RISK OF SKEWING AS MOVEMENT OF THE MACHINE
STRUCTURE IS SYNCHRONISED.
ELIMINATION OF COLLISION DAMAGE BECAUSE OF SENSING
DISTANCE UP TO 45MM.
PRODUCT ADVANTAGES
PASSIVE RFID TRANSPONDER TAGS REQUIRE NO POWER
SOURCE AND MINIMAL MAINTENANCE.
RUGGED RFID TRANSPONDER TAGS WITH NYLON OR ALL-
METAL HOUSINGS SEALED TO IP67.
CONIDENT® TECHNOLOGY PROVIDES EXTENDED SENSING
RANGE ≤ 45MM.
READ/WRITE UNITS INTERFACE WITH A CHOICE OF INDUSTRY-
STANDARD CONTROL SYSTEMS OR IO-LINK
CUSTOMER SOLUTION
Contrinex high-frequency RFID read/write modules and
30mm-diameter RFID transponder tags are ideal for this
application. Rated up to IP67, the M30-diameter read/write
modules have PBTP sensing faces and V2A stainless-steel
housings, making them ideal for the demanding environment.
The ConIdent® passive transponders require no internal power
source and, with PBTP synthetic housings, have the same IP67
rating. The selected combination provides read/write distances
of up to 45mm (nearly 2 in), ideal for the specified operating
conditions. Tags are mounted at one-meter intervals along
each travel rail, each programmed with a unique identification
number.
As the machine passes a tag, the read/write module reads its
identification number at high speed; this is transmitted via a
PROFIBUS DP interface to the customer’s control system. A
simple look-up table confirms the location of the tag and thus
the position of the machine, allowing movement of both sides
of the structure to be synchronized without skewing.
Operation is independent of the direction of travel.
Contrinex ConIdent® RFID devices allow accurate and highly
reliable sensing of machine position and the long sensing
distance avoids any risk of collision damage. The customer
enjoys extended service life and robustness not available from
alternative position-detection systems, together with excellent
value for money
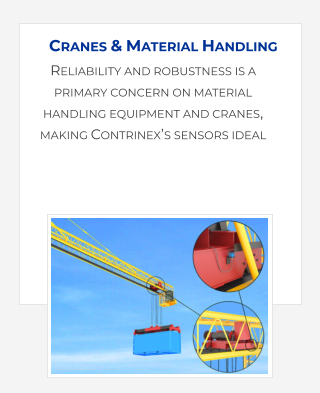
A manufacturer of bulk material-handling equipment uses
Contrinex Radio Frequency IDentification (RFID) technology to
sense the position of a large rail-mounted reclamation-
conveyor operating in a hot, dusty environment. A pair of read-
write modules, mounted on the machine structure,
interrogates a series of RFID tags, positioned at one-meter
intervals along each travel rail. The control system identifies
each tag individually and determines the exact position of the
machinery.
CUSTOMER APPLICATION
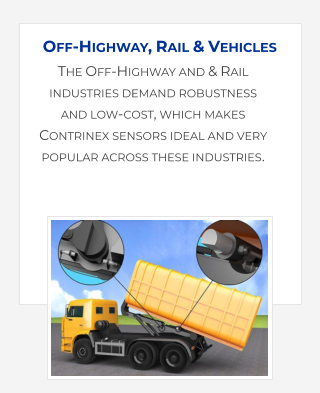
During surface-mining operations, large mobile reclamation
machines are used to recover bulk materials. On each
machine, a bucket-wheel excavator collects material and
deposits it onto a conveyor. As an area is cleared of material,
the machine moves along parallel steel travel rails to the next
area, allowing continuous operation without interruptions for
machine repositioning.
The distance between the travel rails is around 100 metres (300
ft) and travel speeds may reach 2m/sec (4.5 mph). If machine
movement along the two rails is not controlled accurately, the
two sides of the structure become misaligned, causing the
machine to skew. In this event, production is halted while the
machine is realigned; in the worst case, costly damage occurs.
A sensing system is required that detects the position of each
side of the machine structure accurately and reliably along the
entire length of the travel rails, allowing coordinated control of
the drive systems. Sensors must accommodate up to 10mm
lateral movement of the machine structure across either rail
and must withstand the hot, dusty environment of a desert
climate.

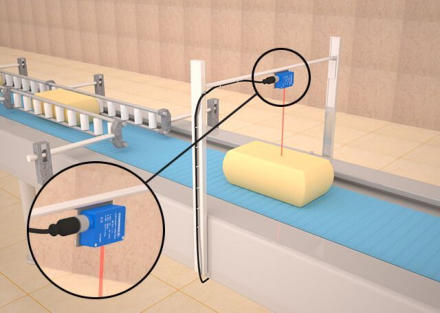
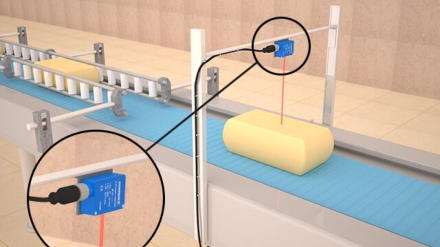
During the production of individually packaged cheese
portions, conveyors deliver product to packaging stations. In-
line buffering stations regulate flow to match packaging
throughput; miniature ECOLAB-certified sensors detect the
presence of each portion after buffering, triggering the
packaging cycle. Sensitivity parameters for each portion size,
stored on the sensor’s inbuilt memory, may be updated
remotely without manual intervention, eliminating the need
for unplanned sanitisation between batches.
CUSTOMER APPLICATION
A manufacturer of premium dairy products produces a range
of individually packaged cheese portions in a high-volume
hygienic production facility. Once cut to size, cheese portions
travel on a food-grade conveyor to a packaging station; the
duration of the packaging cycle is dependent on the type of
cheese and the portion size.
Prior to packaging, a buffering station produces a regular flow
of portions with a predetermined spacing to suit the
packaging throughput. The two operations must be
synchronized; the manufacturer requires a sensor system that
detects the presence of each cheese portion as it leaves the
buffering station, triggering the packaging cycle.
Sensors must be food-grade certified and withstand the
aggressive cleaning agents used during washdown routines.
They must also accommodate the full range of portion sizes
without the need for manual adjustment, as this would
necessitate sanitization each time the portion size changes.
Maximising throughput is an additional priority; rapid
changeover between product batches is essential.

CUSTOMER SOLUTION
Ecolab-certified, diffuse-mode photoelectric sensors with
background suppression from the Contrinex C23 product
family are ideally suited to this application. These miniature
cubic devices, mounted above product conveyors immediately
after each buffering station, detect the presence of cheese
portions as they pass underneath. Positioning sensors is
simple thanks to a range of adjustable stainless steel
mounting brackets.
An industry-standard PNP normally open output with an M8
connector ensures optimum flexibility. Additionally, IO-Link, a
standardized point-to-point serial connection protocol for
sensors and actuators, is enabled on PNP versions at no
additional cost, offering the advantages of digital
communication without the need for special cabling. A second
output provides a stability alarm in the event of reduced
sensitivity, flagging the need for preventative maintenance
before any performance degradation occurs.
Robust sensor construction and Ecolab-certified miniature
(20mm x 30mm x 10mm) plastic housings which are corrosion-
resistant and impervious to water ingress ensure reliable
operation in the demanding washdown environment;
Contrinex C23 devices are rated to IP67. An operating range
between 15mm and 250mm, adjustable via a teach button or
via IO-Link, accommodates the range of portion sizes without
compromise.
A brief one- or two-step teach procedure simplifies initial set-
up. One-button operation allows process engineers to teach
the target object and, optionally, the background, each time a
new portion size is introduced. Once taught, sensitivity
parameters are stored on the sensor’s inbuilt memory and
may be retrieved or updated remotely via IO-Link, eliminating
the need for manual adjustment.
These rugged miniature sensors meet the customer’s need for
reliable operation with little or no manual intervention, while
unplanned sanitization is avoided. The solution is highly cost-
effective with minimal non-productive time; throughput is
maintained at or above target levels. An additional benefit of
offering a range of low-cost stainless-steel mounting and
protection bracketry.
CUSTOMER VALUES
Ecolab-certified sensors are ideal for hygienic
production facilities
Wide operating range accommodates full range of
portion sizes
Sensitivity parameters are retrieved or updated
remotely via IO-Link
Unnecessary sanitization between batches avoided
Simple one- or two-step teach procedure optimizes
initial sensor set-up
Stability alarm highlights reduced sensitivity,
avoiding unplanned stoppages
Downtime is avoided by eliminating the need for
technicians to attend machines
PRODUCT ADVANTAGES
Ecolab-certified photoelectric sensors with
background-suppression mode
IO-Link serial-connection protocol enabled on PNP
versions at no additional cost
Pre-taught sensitivity parameters stored on inbuilt
sensor memory
Remote sensitivity retrieval or update via IO-Link
Robust sensors with miniature (20mm x 30mm x
10mm) plastic housings

CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE QUALITY CHECKS ON A NON-
CONTACT BASIS
IMPROVED QUALITY ARISING FROM REAL-TIME DETECTION OF
INCORRECTLY PACKED CARTONS
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS• SINGLE SENSOR
ACCOMMODATES A RANGE OF CARTON SIZES WITHOUT
REPOSITIONING
REMOTE ADJUSTMENT VIA IO-LINK REDUCES CHANGEOVER
TIME BETWEEN PRODUCTS
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 300MM WITH PINPOINT RED
LED
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY AVAILABLE AT NO EXTRA COST ON
PNP VERSIONS• DUAL OUTPUT WITH STABILITY ALARM
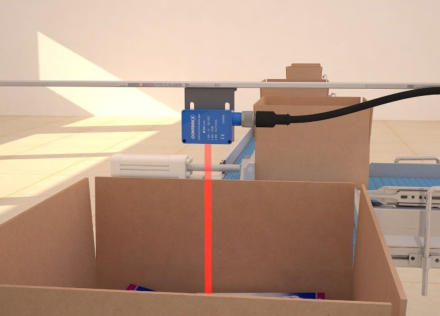
Contrinex’s C23 photoelectric sensor family is small but
powerful and so ideal for conveyor and packaging applications.
An example application for the C23 is the food processing
industry, where ‘shingling’, or overlapped layering, is a
common technique for optimizing space during secondary
packaging operations. As shown in the video, biscuits are
sealed in gusseted bags with a triangular profile, and packed
in alternating, overlapping layers into a preformed cardboard
box. Once each box is full, it passes to a case-sealing station
prior to palletisation and dispatch.
From time to time, an incorrectly formed layer occurs, where a
bag might be damaged or misaligned. The C23 photoelectric
sensor with Background Suppression is used to provide non-
contact sensing of the height of the top layer of bags, rejecting
any over-filled cartons.
CUSTOMER APPLICATION
In the food processing industry, shingling, or overlapped
layering, is a common technique for optimising space
utilisation during secondary packaging operations.
Confectionery, sealed in gusseted bags with predominantly
triangular profiles, is packed in alternating, overlapping layers
in preformed cardboard cartons. Once each carton is full, it
passes to a case-sealing station prior to palletisation and
dispatch.
Pre-aligned bags of confectionery arrive at the packing station
in regularly spaced rows. At each station, a multi-axis pick-and-
place packing robot lifts a row of bags, aligns it and lowers it
into a preformed carton. Successive layers overlap each other,
ensuring that space within the carton is fully utilised. Once the
predetermined number of layers has been packed, the carton
is conveyed to the sealing station.
From time to time, one or more incorrectly formed layers
occur. Individual bags may be missing from a row on arrival at
the packing station, or may be damaged or misaligned. A non-
contact sensor is needed to sense the height of the top layer of
bags, rejecting any defective cartons. It must be reliable and
require minimal maintenance.
CUSTOMER SOLUTION
A miniature through-beam photoelectric sensors from the
Contrinex C23 range are ideal for this application. These dual-
unit sensors, available with an optional alignment aid, have a
maximum sensing range of 30,000mm. Each sensor
comprises a separate transmitter and receiver, each mounted
in a 20mm x 30mm x 10mm miniature plastic housing;
connection to the control system is via a PVC-sheathed cable
with the choice of an integral M12 connector or a hermetically
sealed entry.
Immediately after each oven, a sensor is mounted with the
transmitter and receiver on opposite sides of the conveyor.
Depending on the space available around the oven, either unit
may be located some distance away from the track. The
integral alignment aid ensures rapid, accurate set-up, even at
extremes of operating range, while custom-designed
mounting brackets allow optimal sensor positioning in almost
any situation.
As each carton breaks the light beam, the sensor detects its
presence and signals the control system to increment the item
count. Industry-standard PNP or NPN, 3-wire or 4-wire outputs
support direct interfacing with modern industrial controls. A
second output provides a stability alarm in the event of
reduced sensitivity, flagging the need for preventative
maintenance before any performance degradation occurs. The
C23 range detects fast-moving targets reliably; remote
selection of switching frequency is possible via IO-Link, a
standardized point-to-point serial connection protocol,
available as standard at no extra cost for PNP versions.
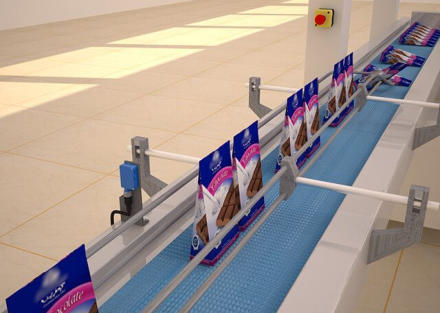
During high-speed production of retail bags, a confectionery
manufacturer conveys individual bags of sweets to a pick-and-
place packing robot for secondary packaging. A highly reliable
diffuse-mode photoelectric sensor, mounted beside the
conveyor, detects the presence of bags as they approach the
packing station and inhibits the pick-and-place sequence if no
bags are queued for the packing robots.
CUSTOMER APPLICATION
In the food-processing industry, consumer products generally
require secondary packaging – both for consolidation and for
protection, before final dispatch. During confectionery
production, individual bags of sweets travel by conveyor from
bagging stations to a pick-and-place packing robot for
secondary packaging, before passing on to the labelling and
packing area.
Ideally, product flow along the conveyor is continuous; in
practice, interruptions occur from time to time as bagging
machines require attention. In the absence of bagged
products arriving at the secondary-packaging station, a plant-
wide control system prevents operation of the pick-and-place
robot to prevent miss-filling.
Immediately prior to arrival at the secondary-packaging
station, custom-formed guide rails align bags for packing.
Space is limited and there is no easy access to both sides of the
conveyor. A highly reliable non-contact sensor system was
needed to detect the presence of bags as they approach the
alignment rails; the system must inhibit the pick-and-place
sequence if no bags are queued for packing.




CUSTOMER VALUES
RELIABLE LONG-RANGE ITEM COUNTING ON A NON-CONTACT
BASIS
IMPROVED DATA ACCURACY ARISING FROM REAL-TIME,
ERROR-FREE PACK DETECTION
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS
SINGLE SENSOR ACCOMMODATES A RANGE OF CARTON SIZES
WITHOUT REPOSITIONING
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 30,000MM WITH INTEGRAL
ALIGNMENT AID
IO-LINK CONNECTIVITY AVAILABLE AT NO EXTRA COST ON
PNP VERSIONS
DUAL OUTPUT WITH STABILITY ALARM
VERSATILE, PURPOSE-DESIGNED MOUNTING BRACKETS FOR
EASE OF INSTALLATION
CUSTOMER SOLUTION
Rugged photoelectric sensors with background suppression
from the Contrinex C23 range are ideal for this application. A
pinpoint red LED with a 10mm-diameter light spot at the
maximum sensing range of 300mm ensures highly reliable
detection of objects of almost any colour against light or dark
backgrounds. These sensors are well suited to both the task
and the environment.
Immediately after packing, a single sensor is mounted
centrally above the conveyor. As each carton passes below on
its way to the sealing station, the sensor detects the top
surface of the packed bags. If the height of the top layer falls
outside preset limits, the sensor triggers a reject mechanism
that diverts the carton to a holding area for investigation.
Mounted in 20mm x 30mm x 10mm miniature plastic
housings, C23 photoelectric sensors are available with
industry-standard PNP or NPN 3-wire or 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry. A second output provides a
stability alarm in the event of reduced sensitivity, flagging the
need for preventative maintenance before any performance
degradation occurs.
Locating sensors optimally is simple thanks to a custom-
designed range of multi-position mounting brackets. An
operating range between 15mm and 250mm accommodates a
variety of carton sizes without any need to reposition the
sensor. A simple electrical adjustment via an onboard
potentiometer suffices, while remote adjustment via IO-Link, a
standardized point-to-point serial connection protocol, is
available as standard at no extra cost for PNP version.

The sensors are corrosion-resistant and impervious to water
ingress and has the additional benefit of offering a range of
low-cost stainless-steel mounting and protection bracketry.
The reliability of the sensors in the application has been
excellent.
CUSTOMER SOLUTION
Diffuse-mode photoelectric sensors from the Contrinex C23PA
family of sensors are ideal for this application. These highly
reliable devices contain both a transmitter and a receiver and
do not require a separate reflector, instead relying on the
reflective nature of the target. Space constraints are
accommodated without compromise, thanks to a maximum
sensing range of 3 to 1500mm. This is adjustable via a pre-set
potentiometer or via IO-Link, the standardised point-to-point
serial connection protocol.
Immediately before the alignment rails, a single sensor is
mounted beside the conveyor; positioning sensors is simple
thanks to a range of adjustable mounting brackets. As each
bag passes in front of the sensor, its presence triggers the
device, sending a signal to the customer’s control system. A
high-intensity red LED with a 15mm-diameter light spot at the
selected 500mm sensing range ensures highly reliable
detection of bags in real-time.
Mounted in 20mm x 30mm x 10mm miniature plastic
housings, C23 photoelectric sensors are available with
industry-standard PNP or NPN 3-wire or 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry. A second output provides a
stability alarm in the event of reduced sensitivity, flagging the
need for preventative maintenance before any performance
degradation occurs.

The sensors are corrosion-resistant and impervious to water
ingress and has the additional benefit of offering a range of
low-cost stainless-steel mounting and protection bracketry.
The reliability of the sensors in the application has been
excellent.

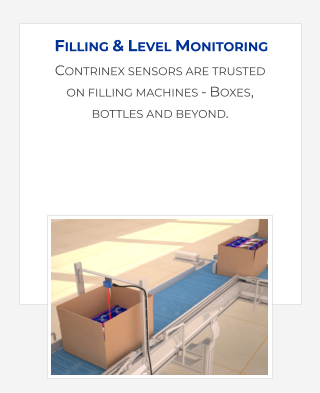
In a high-volume packaging operations conveyors deliver
stacked cartons to shrink-wrapping stations. At each station, a
wrapping machine encloses a stack in heat-shrink film and an
infrared oven shrinks the film to form a sealed pack of cartons.
A long-distance through-beam photoelectric sensor, mounted
beside the conveyor, senses the presence of each pack as it
leaves the oven and signals a plant-wide control system to
increment the production throughput totals.
CUSTOMER APPLICATION
In factories producing fast-moving consumer goods,
automated packaging operations are the norm. Confectionery
products are no exception; in high-volume production,
manufacturers pack sealed bags of candy in cardboard
cartons, which are in turn stacked for shrink- wrapping and
palletisation.
Packed cartons arrive for shrink-wrapping in uniform stacks. A
wrapping machine encloses each stack in a tube of heavy-duty
heat-shrink film; the stack then passes through an infrared
oven, where the film shrinks, forming a sealed pack of cartons.
After heat-shrinking, packs are conveyed to the consolidation
area for palletization.
Factory operators need to monitor production throughput for
each packaging line. Manual counting methods are
impractical and expensive. A highly reliable non-contact
sensor system is needed to detect the presence of each pack
as it leaves the shrink-wrapping area and to update the item
count held on a plant-wide control system. Long-distance
operation is desirable, as not all packaging lines are easily
accessible markings as cartons leave the printer-applicator,
rejecting any defective cartons.
A sensing range up to 30m, for Through-beam sensors
adjustable via a teach button or via IO-Link, accommodates a
wide range of machine geometries. Sensitivity parameters are
stored on the sensor’s inbuilt memory and may be retrieved or
updated remotely via IO-Link, eliminating the need for manual
adjustment.
These rugged miniature sensors meet the customer’s need for
reliable operation with little or no manual intervention, while
unplanned sanitisation is avoided. The solution is highly cost-
effective with minimal non-productive time; throughput is
maintained at or above target levels
CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE QUALITY CHECKS ON A NON-
CONTACT BASIS
IMPROVED QUALITY ARISING FROM REAL-TIME DETECTION OF
INCORRECTLY PACKED CARTONS
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS• SINGLE SENSOR
ACCOMMODATES A RANGE OF CARTON SIZES WITHOUT
REPOSITIONING
REMOTE ADJUSTMENT VIA IO-LINK REDUCES CHANGEOVER
TIME BETWEEN PRODUCTS
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 300MM WITH PINPOINT RED
LED
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY AVAILABLE AT NO EXTRA COST ON
PNP VERSIONS• DUAL OUTPUT WITH STABILITY ALARM

WELCOME TO PLUS AUTOMATION LTD - EXPERTS IN SENSORS, WE WILL WORK TO HELP YOU
SOLVE YOUR APPLICATIONS, IMPROVE MACHINE PERFORMANCE & RELIABILITY AND REDUCE COSTS
USING CONTRINEX’S EXCEPTIONAL SENSORS - LET US HELP YOU #MAKE SENSE OF SENSORS





































CONVEYOR APPLICATIONS
THE CONVEYOR AND MATERIAL HANDLING INDUSTRY
HAS LONG-TRUSTED CONTRINEX’S INDUCTIVE SENSORS
AND NOW WITH THE ADDITION OF WELL-PRICED
PHOTOELECTRIC, RFID AND MACHINE SAFETY
SENSORS, CONTRINEX, CONVEYORS AND MATERIAL
HANDLING ARE A PERFECT MATCH.
During the production of individually packaged cheese
portions, conveyors deliver product to packaging stations. In-
line buffering stations regulate flow to match packaging
throughput; miniature Ecolab-certified sensors detect the
presence of each portion after buffering, triggering the
packaging cycle. Sensitivity parameters for each portion size,
stored on the sensor’s inbuilt memory, may be updated
remotely without manual intervention, eliminating the need
for unplanned sanitisation between batches.
CUSTOMER APPLICATION
A Swiss manufacturer of premium dairy products produces a
range of individually packaged cheese portions in a high-
volume hygienic production facility. Once cut to size, cheese
portions travel on a food-grade conveyor to a packaging
station; the duration of the packaging cycle is dependent on
the type of cheese and the portion size.
Prior to packaging, a buffering station produces a regular flow
of portions with a predetermined spacing to suit the
packaging throughput. The two operations must be
synchronized; the manufacturer requires a sensor system that
detects the presence of each cheese portion as it leaves the
buffering station, triggering the packaging cycle.
Sensors must be food-grade certified and withstand the
aggressive cleaning agents used during washdown routines.
They must also accommodate the full range of portion sizes
without the need for manual adjustment, as this would
necessitate sanitization each time the portion size changes.
Maximising throughput is an additional priority; rapid
changeover between product batches is essential.
From time to time, one or more incorrectly formed layers
occur. Individual bags may be missing from a row on arrival at
the packing station, or may be damaged or misaligned. A non-
contact sensor is needed to sense the height of the top layer of
bags, rejecting any defective cartons. It must be reliable and
require minimal maintenance.
CUSTOMER SOLUTION
ECOLAB certified, diffuse-mode photoelectric sensors with
background suppression from the Contrinex C23 product
family are ideally suited to this application. These miniature
cubic devices, mounted above product conveyors immediately
after each buffering station, detect the presence of cheese
portions as they pass underneath. Positioning sensors is
simple thanks to a range of adjustable stainless steel
mounting brackets.
An industry-standard PNP normally open output with an M8
connector ensures optimum flexibility. Additionally, IO-Link, a
standardized point-to-point serial connection protocol for
sensors and actuators, is enabled on PNP versions at no
additional cost, offering the advantages of digital
communication without the need for special cabling. A second
output provides a stability alarm in the event of reduced
sensitivity, flagging the need for preventative maintenance
before any performance degradation occurs.
Robust sensor construction and ECOLAB-certified miniature
(20mm x 30mm x 10mm) plastic housings which are corrosion-
resistant and impervious to water ingress ensure reliable
operation in the demanding washdown environment;
Contrinex C23 devices are rated to IP67. An operating range
between 15mm and 250mm, adjustable via a teach button or
via IO-Link, accommodates the range of portion sizes without
compromise.
A brief one- or two-step teach procedure simplifies initial set-
up. One-button operation allows process engineers to teach
the target object and, optionally, the background, each time a
new portion size is introduced. Once taught, sensitivity
parameters are stored on the sensor’s inbuilt memory and
may be retrieved or updated remotely via IO-Link, eliminating
the need for manual adjustment.
These rugged miniature sensors meet the customer’s need for
reliable operation with little or no manual intervention, while
unplanned sanitization is avoided. The solution is highly cost-
effective with minimal non-productive time; throughput is
maintained at or above target levels. An additional benefit of
offering a range of low-cost stainless-steel mounting and
protection bracketry.
CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE QUALITY CHECKS ON A NON-
CONTACT BASIS
IMPROVED QUALITY ARISING FROM REAL-TIME DETECTION OF
INCORRECTLY PACKED CARTONS
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS
SINGLE SENSOR ACCOMMODATES A RANGE OF CARTON SIZES
WITHOUT REPOSITIONING
REMOTE ADJUSTMENT VIA IO-LINK REDUCES CHANGEOVER
TIME BETWEEN PRODUCTS
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 300MM WITH PINPOINT RED
LED
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY AVAILABLE AT NO EXTRA COST ON
PNP VERSIONS
DUAL OUTPUT WITH STABILITY ALARM
CUSTOMER VALUES
INDUSTRY-STANDARD IO-LINK INTERFACE ENSURES
RELIABLE OUT-OF-THE-BOX CONNECTIVITY
TWO MODES OF OPERATION IN A SINGLE RWM PROVIDE
ULTIMATE FLEXIBILITY
STANDARD I/O MODE OPERATION SUPPORTS OPERATION OF
DECENTRALISED SORTING SYSTEMS
PLANT-WIDE IO-LINK HARDWARE SIMPLIFIES SYSTEM
INTEGRATION• COMMONALITY OF RWM HARDWARE
MINIMIZES SPARES INVENTORY HOLDING
INTEGRAL M12 CONNECTORS ENSURE EASY INSTALLATION
AND REPLACEMENT
PRODUCT ADVANTAGES
IO-LINK V1.1 COMPATIBILITY
ROBUST METAL HOUSINGS WITH PBTB SENSING FACES
SENSING DISTANCES UP TO 60MM
RECONFIGURABLE REMOTELY OR VIA MASTER TAG
SMART CONDITION-DETECTION SENSOR IN SIO MODE
A manufacturer of automated conveyor systems uses RFID
technology to monitor the location of items and to route them
to their chosen destinations. As an basket, fitted with an RFID
transponder tag, travels through the warehouse, IO-Link-
enabled high-frequency read-write modules (RWMs) monitor
its position and read pre-set data stored in the tag.
Local logic capability enables a read-write module to trigger a
conveyor diverter, routing the item without reference to a
centralised PLC-based control system.
CUSTOMER APPLICATION
An OEM manufacturer of automated conveyor systems for the
distribution sector uses RFID technology to monitor the
location of items as they pass through a warehouse. Designers
also required local control of two-way conveyor diverters to
route items to the correct destination;. Therefore generic
information stored on each RFID transponder tag determines
the required diverter position and thus an item’s destination.
Location monitoring relies on a plant-wide PLC-based control
system. An industry-standard interface with the RFID modules
is highly desirable as this allows the use of existing libraries of
PLC function blocks, avoiding the need for custom PLC code.
Ultra-high-speed communication is not essential as conveyor
speeds are moderate.
Local diverter switching relies solely on the information
contained in an item’s RFID tag; communication with the
centralized system is unnecessary. Response time must be no
more than 200 milliseconds to allow the diverter to operate
before the item reaches the switch point.
CUSTOMER SOLUTION
IO-Link-enabled high-frequency (HF) read-write modules
(RWMs) and RFID tags from Contrinex are ideal for this
application. IO-Link-enabled RWMs are capable of meeting
both requirements, allowing commonality of RWM hardware
across the entire installation. With data-transfer rates up to
38.4k baud (COM2) in IO-Link mode, communication speeds
are well in excess of the minimum requirement.
Contrinex IO-Link RWMs are configurable to operate in one of
two discrete modes; IO-Link mode allows remote
communication via the standard protocol, while standard I/O
mode (SIO mode) allows the device to function as a smart
condition-detection sensor. Process engineers can switch
RWMs between modes either remotely, using
the IO-Link protocol itself, or locally, using a pre-configured
RFID tag (a Master Tag) which is applied directly in front of the
RWM at start-up.
While in SIO mode, RWMs operate either as simple presence-
detection sensors, with a single switched output, or as two-
state condition-detection sensors with two PNP outputs that
correspond to pre-set generic values saved to an item’s RFID.
In the event of a match, an RWM instructs a diverter to assume
one of two alternative switched positions.
With sensing distances up to 60mm, robust M18- and M30-
threaded metal housings and integral M12 connectors,
Contrinex RWMs are ideally suited to the environment of a
busy industrial warehouse. They are compatible with all
ISO/IEC 15693 approved RFID tags, allowing designers ultimate
flexibility and excellent value for money.

CUSTOMER VALUES
UNINTERRUPTED PRODUCTION AS POSITIONAL
IDENTIFICATION IS HIGHLY RELIABLE.
NO RISK OF SKEWING AS MOVEMENT OF THE MACHINE
STRUCTURE IS SYNCHRONISED.
ELIMINATION OF COLLISION DAMAGE BECAUSE OF SENSING
DISTANCE UP TO 45MM.
PRODUCT ADVANTAGES
PASSIVE RFID TRANSPONDER TAGS REQUIRE NO POWER
SOURCE AND MINIMAL MAINTENANCE.
RUGGED RFID TRANSPONDER TAGS WITH NYLON OR ALL-
METAL HOUSINGS SEALED TO IP67.
CONIDENT® TECHNOLOGY PROVIDES EXTENDED SENSING
RANGE ≤ 45MM.
READ/WRITE UNITS INTERFACE WITH A CHOICE OF INDUSTRY-
STANDARD CONTROL SYSTEMS OR IO-LINK
CUSTOMER SOLUTION
Contrinex high-frequency RFID read/write modules and
30mm-diameter RFID transponder tags are ideal for this
application. Rated up to IP67, the M30-diameter read/write
modules have PBTP sensing faces and V2A stainless-steel
housings, making them ideal for the demanding environment.
The ConIdent® passive transponders require no internal power
source and, with PBTP synthetic housings, have the same IP67
rating. The selected combination provides read/write distances
of up to 45mm (nearly 2 in), ideal for the specified operating
conditions. Tags are mounted at one-meter intervals along
each travel rail, each programmed with a unique identification
number.
As the machine passes a tag, the read/write module reads its
identification number at high speed; this is transmitted via a
PROFIBUS DP interface to the customer’s control system. A
simple look-up table confirms the location of the tag and thus
the position of the machine, allowing movement of both sides
of the structure to be synchronized without skewing.
Operation is independent of the direction of travel.
Contrinex ConIdent® RFID devices allow accurate and highly
reliable sensing of machine position and the long sensing
distance avoids any risk of collision damage. The customer
enjoys extended service life and robustness not available from
alternative position-detection systems, together with excellent
value for money
A manufacturer of bulk material-handling equipment uses
Contrinex Radio Frequency IDentification (RFID) technology to
sense the position of a large rail-mounted reclamation-
conveyor operating in a hot, dusty environment. A pair of read-
write modules, mounted on the machine structure,
interrogates a series of RFID tags, positioned at one-meter
intervals along each travel rail. The control system identifies
each tag individually and determines the exact position of the
machinery.
CUSTOMER APPLICATION
During surface-mining operations, large mobile reclamation
machines are used to recover bulk materials. On each
machine, a bucket-wheel excavator collects material and
deposits it onto a conveyor. As an area is cleared of material,
the machine moves along parallel steel travel rails to the next
area, allowing continuous operation without interruptions for
machine repositioning.
The distance between the travel rails is around 100 metres (300
ft) and travel speeds may reach 2m/sec (4.5 mph). If machine
movement along the two rails is not controlled accurately, the
two sides of the structure become misaligned, causing the
machine to skew. In this event, production is halted while the
machine is realigned; in the worst case, costly damage occurs.
A sensing system is required that detects the position of each
side of the machine structure accurately and reliably along he
entire length of the travel rails, allowing coordinated control of
the drive systems. Sensors must accommodate up to 10mm
lateral movement of the machine structure across either rail
and must withstand the hot, dusty environment of a desert
climate.

CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE QUALITY CHECKS ON A NON-
CONTACT BASIS
IMPROVED QUALITY ARISING FROM REAL-TIME DETECTION OF
INCORRECTLY PACKED CARTONS
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS• SINGLE SENSOR
ACCOMMODATES A RANGE OF CARTON SIZES WITHOUT
REPOSITIONING
REMOTE ADJUSTMENT VIA IO-LINK REDUCES CHANGEOVER
TIME BETWEEN PRODUCTS
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 300MM WITH PINPOINT RED
LED
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY AVAILABLE AT NO EXTRA COST ON
PNP VERSIONS• DUAL OUTPUT WITH STABILITY ALARM
Contrinex’s C23 photoelectric sensor family is small but
powerful and so ideal for conveyor and packaging applications.
An example application for the C23 is the food processing
industry, where ‘shingling’, or overlapped layering, is a
common technique for optimizing space during secondary
packaging operations. As shown in the video, biscuits are
sealed in gusseted bags with a triangular profile, and packed
in alternating, overlapping layers into a preformed cardboard
box. Once each box is full, it passes to a case-sealing station
prior to palletisation and dispatch.
From time to time, an incorrectly formed layer occurs, where a
bag might be damaged or misaligned. The C23 photoelectric
sensor with Background Suppression is used to provide non-
contact sensing of the height of the top layer of bags, rejecting
any over-filled cartons.
CUSTOMER APPLICATION
In the food processing industry, shingling, or overlapped
layering, is a common technique for optimising space
utilisation during secondary packaging operations.
Confectionery, sealed in gusseted bags with predominantly
triangular profiles, is packed in alternating, overlapping layers
in preformed cardboard cartons. Once each carton is full, it
passes to a case-sealing station prior to palletisation and
dispatch.
Pre-aligned bags of confectionery arrive at the packing station
in regularly spaced rows. At each station, a multi-axis pick-and-
place packing robot lifts a row of bags, aligns it and lowers it
into a preformed carton. Successive layers overlap each other,
ensuring that space within the carton is fully utilised. Once the
predetermined number of layers has been packed, the carton
is conveyed to the sealing station.
From time to time, one or more incorrectly formed layers
occur. Individual bags may be missing from a row on arrival at
the packing station, or may be damaged or misaligned. A non-
contact sensor is needed to sense the height of the top layer of
bags, rejecting any defective cartons. It must be reliable and
require minimal maintenance.
CUSTOMER SOLUTION
A miniature through-beam photoelectric sensors from the
Contrinex C23 range are ideal for this application. These dual-
unit sensors, available with an optional alignment aid, have a
maximum sensing range of 30,000mm. Each sensor
comprises a separate transmitter and receiver, each mounted
in a 20mm x 30mm x 10mm miniature plastic housing;
connection to the control system is via a PVC-sheathed cable
with the choice of an integral M12 connector or a hermetically
sealed entry.
Immediately after each oven, a sensor is mounted with the
transmitter and receiver on opposite sides of the conveyor.
Depending on the space available around the oven, either unit
may be located some distance away from the track. The
integral alignment aid ensures rapid, accurate set-up, even at
extremes of operating range, while custom-designed
mounting brackets allow optimal sensor positioning in almost
any situation.
As each carton breaks the light beam, the sensor detects its
presence and signals the control system to increment the item
count. Industry-standard PNP or NPN, 3-wire or 4-wire outputs
support direct interfacing with modern industrial controls. A
second output provides a stability alarm in the event of
reduced sensitivity, flagging the need for preventative
maintenance before any performance degradation occurs. The
C23 range detects fast-moving targets reliably; remote
selection of switching frequency is possible via IO-Link, a
standardized point-to-point serial connection protocol,
available as standard at no extra cost for PNP versions.

CUSTOMER VALUES
RELIABLE LONG-RANGE ITEM COUNTING ON A NON-CONTACT
BASIS
IMPROVED DATA ACCURACY ARISING FROM REAL-TIME,
ERROR-FREE PACK DETECTION
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS
SINGLE SENSOR ACCOMMODATES A RANGE OF CARTON SIZES
WITHOUT REPOSITIONING
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 30,000MM WITH INTEGRAL
ALIGNMENT AID
IO-LINK CONNECTIVITY AVAILABLE AT NO EXTRA COST ON
PNP VERSIONS
DUAL OUTPUT WITH STABILITY ALARM
VERSATILE, PURPOSE-DESIGNED MOUNTING BRACKETS FOR
EASE OF INSTALLATION
CUSTOMER SOLUTION
Rugged photoelectric sensors with background suppression
from the Contrinex C23 range are ideal for this application. A
pinpoint red LED with a 10mm-diameter light spot at the
maximum sensing range of 300mm ensures highly reliable
detection of objects of almost any colour against light or dark
backgrounds. These sensors are well suited to both the task
and the environment.
Immediately after packing, a single sensor is mounted
centrally above the conveyor. As each carton passes below on
its way to the sealing station, the sensor detects the top
surface of the packed bags. If the height of the top layer falls
outside preset limits, the sensor triggers a reject mechanism
that diverts the carton to a holding area for investigation.
Mounted in 20mm x 30mm x 10mm miniature plastic
housings, C23 photoelectric sensors are available with
industry-standard PNP or NPN 3-wire or 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry. A second output provides a
stability alarm in the event of reduced sensitivity, flagging the
need for preventative maintenance before any performance
degradation occurs.
Locating sensors optimally is simple thanks to a custom-
designed range of multi-position mounting brackets. An
operating range between 15mm and 250mm accommodates a
variety of carton sizes without any need to reposition the
sensor. A simple electrical adjustment via an onboard
potentiometer suffices, while remote adjustment via IO-Link, a
standardized point-to-point serial connection protocol, is
available as standard at no extra cost for PNP version.
In a high-volume packaging operations conveyors deliver
stacked cartons to shrink-wrapping stations. At each station, a
wrapping machine encloses a stack in heat-shrink film and an
infrared oven shrinks the film to form a sealed pack of cartons.
A long-distance through-beam photoelectric sensor, mounted
beside the conveyor, senses the presence of each pack as it
leaves the oven and signals a plant-wide control system to
increment the production throughput totals.
CUSTOMER APPLICATION
In factories producing fast-moving consumer goods,
automated packaging operations are the norm. Confectionery
products are no exception; in high-volume production,
manufacturers pack sealed bags of candy in cardboard
cartons, which are in turn stacked for shrink- wrapping and
palletization.
Packed cartons arrive for shrink-wrapping in uniform stacks. A
wrapping machine encloses each stack in a tube of heavy-duty
heat-shrink film; the stack then passes through an infrared
oven, where the film shrinks, forming a sealed pack of cartons.
After heat-shrinking, packs are conveyed to the consolidation
area for palletization.
Factory operators need to monitor production throughput for
each packaging line. Manual counting methods are
impractical and expensive. A highly reliable non-contact
sensor system is needed to detect the presence of each pack
as it leaves the shrink-wrapping area and to update the item
count held on a plant-wide control system. Long-distance
operation is desirable, as not all packaging lines are easily
accessible markings as cartons leave the printer-applicator,
rejecting any defective cartons.
A sensing range up to 30m, for Through-beam sensors
adjustable via a teach button or via IO-Link, accommodates a
wide range of machine geometries. Sensitivity parameters are
stored on the sensor’s inbuilt memory and may be retrieved or
updated remotely via IO-Link, eliminating the need for manual
adjustment.
These rugged miniature sensors meet the customer’s need for
reliable operation with little or no manual intervention, while
unplanned sanitisation is avoided. The solution is highly cost-
effective with minimal non-productive time; throughput is
maintained at or above target levels
During high-speed production of retail bags, a confectionery
manufacturer conveys individual bags of sweets to a pick-and-
place packing robot for secondary packaging. A highly reliable
diffuse-mode photoelectric sensor, mounted beside the
conveyor, detects the presence of bags as they approach the
packing station and inhibits the pick-and-place sequence if no
bags are queued for the packing robots.
CUSTOMER APPLICATION
In the food-processing industry, consumer products generally
require secondary packaging – both for consolidation and for
protection, before final dispatch. During confectionery
production, individual bags of sweets travel by conveyor from
bagging stations to a pick-and-place packing robot for
secondary packaging, before passing on to the labelling and
packing area.
Ideally, product flow along the conveyor is continuous; in
practice, interruptions occur from time to time as bagging
machines require attention. In the absence of bagged
products arriving at the secondary-packaging station, a plant-
wide control system prevents operation of the pick-and-place
robot to prevent miss-filling.
Immediately prior to arrival at the secondary-packaging
station, custom-formed guide rails align bags for packing.
Space is limited and there is no easy access to both sides of the
conveyor. A highly reliable non-contact sensor system was
needed to detect the presence of bags as they approach the
alignment rails; the system must inhibit the pick-and-place
sequence if no bags are queued for packing
CUSTOMER SOLUTION
Diffuse-mode photoelectric sensors from the Contrinex C23PA
family of sensors are ideal for this application. These highly
reliable devices contain both a transmitter and a receiver and
do not require a separate reflector, instead relying on the
reflective nature of the target. Space constraints are
accommodated without compromise, thanks to a maximum
sensing range of 3 to 1500mm. This is adjustable via a pre-set
potentiometer or via IO-Link, the standardised point-to-point
serial connection protocol.
Immediately before the alignment rails, a single sensor is
mounted beside the conveyor; positioning sensors is simple
thanks to a range of adjustable mounting brackets. As each
bag passes in front of the sensor, its presence triggers the
device, sending a signal to the customer’s control system. A
high-intensity red LED with a 15mm-diameter light spot at the
selected 500mm sensing range ensures highly reliable
detection of bags in real-time.
Mounted in 20mm x 30mm x 10mm miniature plastic
housings, C23 photoelectric sensors are available with
industry-standard PNP or NPN 3-wire or 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry. A second output provides a
stability alarm in the event of reduced sensitivity, flagging the
need for preventative maintenance before any performance
degradation occurs
The sensors are corrosion-resistant and impervious to water
ingress and has the additional benefit of offering a range of
low-cost stainless-steel mounting and protection bracketry.
The reliability of the sensors in the application has been
excellent.
The sensors are corrosion-resistant and impervious to water
ingress and has the additional benefit of offering a range of
low-cost stainless-steel mounting and protection bracketry.
The reliability of the sensors in the application has been
excellent
CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE QUALITY CHECKS ON A NON-
CONTACT BASIS
IMPROVED QUALITY ARISING FROM REAL-TIME DETECTION OF
INCORRECTLY PACKED CARTONS
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS• SINGLE SENSOR
ACCOMMODATES A RANGE OF CARTON SIZES WITHOUT
REPOSITIONING
REMOTE ADJUSTMENT VIA IO-LINK REDUCES CHANGEOVER
TIME BETWEEN PRODUCTS
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 300MM WITH PINPOINT RED
LED
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY AVAILABLE AT NO EXTRA COST ON
PNP VERSIONS• DUAL OUTPUT WITH STABILITY ALARM









WELCOME TO PLUS AUTOMATION LTD - EXPERTS IN SENSORS,
WE WILL HELP YOU SOLVE YOUR APPLICATIONS, IMPROVE MACHINE
PERFORMANCE & RELIABILITY AND REDUCE COSTS USING CONTRINEX’S
EXCEPTIONAL SENSORS - LET US HELP YOU #MAKE SENSE OF SENSORS