(0121) 58 222 58 SALES@PLUSAUTOMATION.CO.UK

© 2021 - PLUS Automation Limited®














HELPING YOU #MAKE SENSE OF SENSORS
--
EXAMPLE APPLICATIONS
TO ILLUSTRATE THE WIDE-VARIETY OF APPLICATIONS SOLVED USING CONTRINEX SENSORS, WE HAVE POSTED A LARGE SELECTION OF EXAMPLE APPLICATIONS WHICH CAN BE SEEN BY CLICKING ON AN IMAGE. BELOW ARE A SELECTION OF SOME OF THESE APPLICATIONS:





CUSTOMER VALUES
RELIABLE, RELIABLE, REPEATABLE TESTING OF COMPLETE
TRAYS OF KNOBS IN A SINGLE CYCLE
TESTING IS COMPLETED IN STANDARD TRANSIT TRAYS WITH NO
ADDITIONAL HANDLING
IMMEDIATE IDENTIFICATION OF FAULTY ASSEMBLIES
ELIMINATION OF BATCH REJECTION BY THE CUSTOMER
PRODUCT ADVANTAGES
EXTENDED SENSING DISTANCES UP TO 12MM
EXCEPTIONAL PACKING DENSITY WITH 44MM CLEARANCE
RELIABLE SENSING OF SMALL TARGETS THROUGH PLASTIC
TRAY MATERIAL
IO- LINK CONNECTIVITY – IDEAL FOR PREVENTATIVE
MAINTENANCE AND INDUSTRY 4.0 IMPLEMENTATIONS
A plastics manufacturer tests batches of control knobs for in-
car audio systems before shipment to automotive assembly
plants; each knob contains a small metal washer that
occasionally becomes dislodged. A custom-built testing
machine tests a tray of 70 knobs in a single cycle; long-
distance inductive sensors, positioned directly below the
knobs, confirm the presence of a washer in each assembly.
CUSTOMER APPLICATION
In operation, plastic control knobs for in-car audio systems are
retained in position by small spring washers; during
manufacture, a washer is fitted to each knob after moulding. A
Portuguese manufacturer transports batches of knobs to
automotive assembly plants in transit trays, each containing
70 knobs.
Occasionally, washers are omitted or become dislodged,
resulting in rejection of entire batches of knobs by the
customer. Manual inspection of each knob is neither practical
nor cost-effective; a sensor system must test each knob in-situ
in the transit tray.
The size and position of the washers makes the task
particularly demanding. Each 10mm-diameter washer is
formed from 1mm-diameter steel wire; in a batch of knobs,
located at 45mm centres in a transit tray, washers lie more
than 10 millimetres above the sensors. The sensors must
operate reliably in close proximity to one another, sensing the
presence of the washers through the plastic tray.

Customer Solution
Contrinex Extra Distance inductive sensors are ideal for this
application; M18-diameter units from the Basic range operate
reliably at sensing distances up to 12mm. Quasi-embeddable
with chrome-plated brass bodies and PBTP sensing faces,
these devices allow a minimum clearance between sensors of
only 44mm, comfortably accommodating the required
spacing.
A bank of 70 sensors, mounted in a custom-built testing
fixture, aligns exactly with the positions of the knobs in the
transit tray. Locating lugs position the tray correctly and
clamps secure it during the testing cycle; checking the
presence of a washer in each of the 70 knobs is accomplished
in a few seconds and in the event that a washer is missing, the
position of the faulty knob is immediately identified.
This Contrinex inductive sensor has an industry-standard PNP
normally-open interface and an integral M12 connector,
allowing easy removal and replacement of individual sensors
for maintenance. Connection to the customer’s test
equipment is via a flexible PVC-sheathed cable.
With an unmatched combination of extended sensing
distance and exceptional packing density, Contrinex Extra
Distance inductive sensors deliver highly reliable test results.
Previously, the customer had no reliable means of testing a
complete tray of knobs in a single operation.
As part of Contrinex’s family of IO-Link sensors, the largest
range of IO-Link sensors in the World, easy access is given to
the sensor’s control and monitoring functions. This increased
connectivity enables a machine’s maintenance costs to be
reduced and system availability increased, plus easy
integration into Industry 4.0 systems.
CUSTOMER VALUES
CONTINUOUS PRODUCTION AS IN-PROCESS MEASUREMENT IS
HIGHLY ACCURATE WITH HIGH SAMPLING RATE
DEFECTS IDENTIFIED IN REAL TIME MINIMISES REJECT COSTS
NO RESTRICTIONS ON MOUNTING POSITION AS SENSORS ARE
VIBRATION-RESISTANT AND TEMPERATURE-STABLE
COMPATIBILITY WITH EXISTING IN-HOUSE SYSTEMS 0 TO 10V
LONG SENSING DISTANCE MINIMISES RISK OF MECHANICAL
DAMAGE TO THE SENSOR
PRODUCT ADVANTAGES
EXCEPTIONAL DETECTION ACCURACY, EXCELLENT
REPEATABILITY AND RESOLUTION IN THE MICRON RANGE (µM)
SAMPLING RATE OF 250HZ
CONDIST® TECHNOLOGY PROVIDES EXTENDED SENSING
RANGE ≤ 10 MM
RUGGED, VIBRATION-RESISTANT WITH METAL HOUSINGS
INDUSTRY-STANDARD 0 TO 10V ANALOGUE OUTPUTS
A manufacturer of industrial timing belts trusts Contrinex’s
analogue inductive sensors to measure the position of steel
reinforcing bands during continuous production.
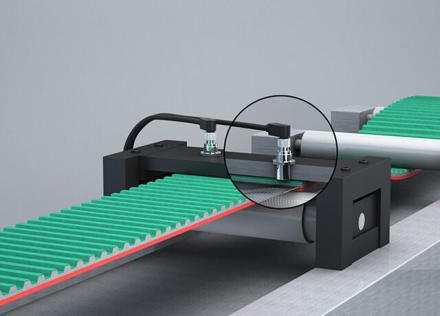
Two long-range, high-resolution sensors, mounted above the
extruded belt profile, provide real-time positional data. The
customer’s process-control system monitors the sensor’s
analogue voltage outputs, alerting the operator and halting
production if the values are outside allowable limits.
CUSTOMER APPLICATION
To enhance the strength of industrial timing belts, steel
reinforcing wires are bonded into the belt carcass as part of a
continuous extrusion process. The distance between the
reinforcing wires and the belt teeth is a critical parameter,
influencing the accuracy of the belt’s fit and other operating
characteristics, including service life.
Engineers can check product quality at intervals by cutting
samples of extruded belts and taking optical measurements,
but this process is slow and only detects faults some time after
production is complete, leading to high reject costs.
The customer requires a real-time system with sensors that
reliable and accurately measure the position of the steel
reinforcement.
CUSTOMER SOLUTION
Contrinex M18-size analogue inductive sensors are ideal for this
application providing an analogue voltage output with a
sampling rate of at least 100Hz. The physical characteristics of
the belt dictate a sensing distance of up to 10 mm with micron
(µm) measurement accuracy. Contrinex’s patented Condist®
technology provides a highly stable sensing performance at
operating distances of ≤10 mm with exceptional detection
accuracy, excellent repeatability and resolution in the micron
range.
The sensors sample at 250Hz, enabling accurate measurement
of the position of the steel reinforcement in the fast moving
belt profile, and provide continuous, non-linearised 0 to 10V
analogue output signals. They are resistant to vibration and
variations in ambient temperature, allowing their positioning
immediately after the extrusion press in close proximity to the
moving belt.
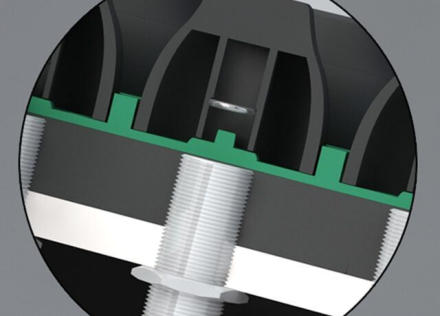
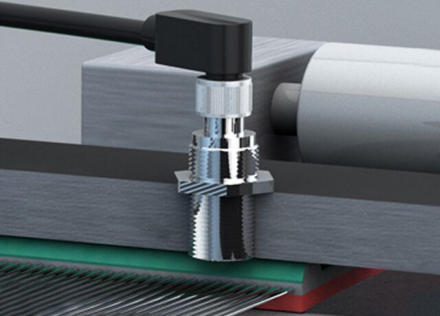
Two sensors, set flush into a non-metallic plate, are mounted
directly above the surface of the belt as it runs over a guide
roller, giving a stable reference position. The lightly tensioned
belt clears the sensing face of the devices by a few tenths of a
millimetre. Connection to the customer’s control system is via
a flexible cable with an easily detachable M12 connector.
The introduction of Contrinex analogue inductive sensors
provide small, high-accuracy, ultra-reliable sensors with a low
total cost of ownership.
Rather than needing to destructively test belts to inspect the
position of the steel reinforcement and risking high reject
costs because of the infrequent nature of the sampling, the
production process is now continuously monitored.
FOR MANUFACTURERS TO PLACE THEIR TRUST IN TEST AND INSPECTION EQUIPMENT,
THEY NEED TO BE CONFIDENT IN THE SENSORS THEY USE - CONTRINEX SENSOR’S
DURABILITY, RELIABILITY, AND HIGH-PERFORMANCE THEREFORE MAKE THEM IDEAL.
TEST & INSPECTION EQUIPMENT APPLICATIONS




CUSTOMER VALUES
PROVEN TECHNOLOGY TO ENSURE HIGHLY RELIABLE FIT-&-
FORGET POKA YOKE QUALITY CONTROL WITH NO MANUAL
INTERVENTION
UNOBTRUSIVE SYSTEM THAT DOES NOT IMPACT UPON THE
WELDING STATION CYCYLE TIMES
FAST & EASY SWAP OUT IN CASE OF DAMAGE TO THE SENSOR
PRODUCT ADVANTAGES
COMPACT & ROBUST, ALUMINIUM EXTRUDED HOUSING - 40 X
20.5MM)
DIVERSE PORTFOLIO OFFERS EXCEPTIONAL RANGE OF SIZES -
100 TO 2,000MM HEIGHT AND 0.9 TO 25MM RESOLUTION
FAST & EASY INTEGRATION WITH M12 CONNECTORS
LOW COST, HIGH PERFORMANCE AND LONG SENSING RANGE
During manufacture of mechanical assemblies for automotive
production, an operator uses a manually operated machine to
assemble metal parts together. After assembly the operator
drops the assembly in a transport bin ready for dispatch. As
each assembly is placed in the bin, an infra-red light detection
grid sensor detects its presence and confirms that the welding
cycle has been completed correctly
CUSTOMER APPLICATION
In an automotive 1st tier supplier manufacturing plant, an
operator loads small parts by hand onto an assembly machine
and initiates the PLC-controlled cycle. After assembly the
operator drops the completed assembly into a metal bin used
to transport parts directly to the customer.
From time to time, un-assembled parts are placed in the bin,
resulting in rejection of entire batches of assemblies by the
customer. Manual inspection of each assembly is impractical; a
sensor system must detect the presence of each item as it is
dropped into the bin and check that the corresponding
welding cycle has been completed.
The sensing system must not increase the process cycle-time
and must detect parts as they are dropped into the open bin,
which is approximately 120cm (4ft) long and 90cm (3ft) wide.
Parts are around 15cm (6in) long and a sensor with a rapid
response time is necessary to detect fast-moving items.

Customer Solution
The Contrinex DGI range of infra-red light detection grids is
well-suited for this application. Comprising separate sender-
and receiver-units and constructed with rugged one-piece
aluminium-profile housings, these versatile sensor systems are
ideal for the busy production environment.
With response times from 0.8 to 4.8 milliseconds which are
faster than safety light-curtains and a choice of resolutions
from 0.9 to 25mm dependent upon the size of the light grid,
the DGI light detection grids range exceed the demanding
customer specification for rapid response and reliable
detection of the small parts.
The 8m range between sender and receiver and their compact
design enables easy mounting at each end of the transport
bin without impeding the operator or increasing the process
cycle time.
The DGI light detection grid sender only requires a power
supply connection and the receiver features two Push-Pull
(PNP + NPN), Light-ON+ Dark-ON, 4-pin M12 outputs,
simplifying installation.
The system detects the presence of any item passing through
the light curtain and immediately interrogates the PLC to
confirm that a welding cycle has been completed since
detection of the preceding item. If no welding cycle is
registered, the system interrupts the process and sounds an
alarm, alerting the operator.


CUSTOMER VALUES
RELIABLE, REPEATABLE DETECTION OF THREE DISCRETE
PARTS IN A SINGLE OPERATION
ELIMINATION OF UNSAFE OCCURRENCES DUE TO FAULTY HOSE
ASSEMBLIES
HIGHLY COST-EFFECTIVE SOLUTION TO A PREVIOUSLY
INSOLUBLE PROBLEM
PRODUCT ADVANTAGES
SENSOR EXCEPTIONAL SENSING DISTANCES IN SMALL SENSOR
ENVELOPES
CORRECTION FACTOR OF 1.0 FOR BRASS ALLOWS EXTENDED
SENSING DISTANCE
SENSORS OPERATE IN CLOSE PROXIMITY WITHOUT
INTERFERENCE
Stainless-steel-braided hydraulic hoses for water heaters
undergo over-pressure testing at the final stage of
manufacture. Before pressure is applied, a multi-sensor system
checks each hose assembly to ensure that the correct
mechanical parts have been fitted. Applying high pressure to
an incomplete assembly could result in catastrophic failure,
damaging test equipment and putting operators at risk of
injury.
CUSTOMER APPLICATION
A manufacturer of stainless-steel-braided high-pressure hoses
for water heaters carries out mandatory over-pressure testing
on every hose assembly. If either of the mechanical unions
fitted to the ends of each hose is incorrectly assembled, it will
leak under pressure.
Occasionally, a component is omitted entirely, making a hose
liable to fail catastrophically under high pressure. To avoid
damaging test equipment and endangering personnel, a
sensor system must confirm the presence of three critical
parts on each union before testing commences.
Each extra test extends the process cycle time. The customer
requires a single test fixture capable of carrying out three
presence checks concurrently, minimizing the additional cost.
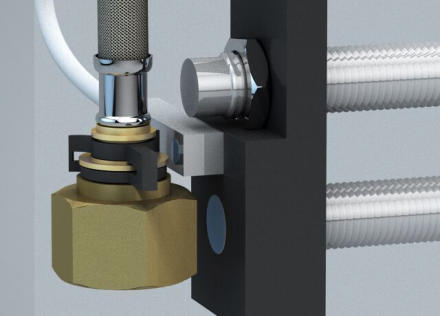
The three critical parts, made from stainless steel, carbon steel
and brass, respectively, are positioned in close proximity when
assembled. Access is limited; the three sensors must be small,
yet sense these materials reliably at distances up to 6mm
(0.25in).

Customer Solution
By mounting three separate M8- and C5-sized Contrinex
inductive sensors in a single fixture, all the demands of this
application can be met in full. Each sensor is chosen for its
combination of size, sensing distance and reliable detection of
one of the three different materials
To detect the brass union nut, an M8-diameter sensor from
the Basic range (Extra Distance family) with a 4mm sensing
distance is an excellent choice. Fully embeddable with
chrome-plated nickel-silver bodies and PBTP sensing faces,
this sensor has a correction factor of 1.0 for brass,
outperforming competitors.
For detecting the steel spring, a 5mm-square-section sensor
from the Miniature range (Classics family) is an ideal option.
Embedding the sensor makes optimal use of its 1.5mm
sensing distance, and its chrome-plated brass body is well-
suited to the environment.
Finally, to ensure reliable detection of the stainless-steel collar,
an M8-diameter sensor from the Extreme range (Full Inox
family) was chosen. Its one-piece AISI 303 (V2A) stainless-steel
construction is combined with an extended operating
distance of 6mm.
Each sensor is configured with an industry-standard PNP
normally-open interface and features a hermetically sealed
cable entry. All three are connected to the customer’s control
equipment via PUR-sheathed cables. Delivering the required
detection capabilities and sensing distances in small-bodied
sensors enables Contrinex to solve a previously insoluble
problem.

WELCOME TO PLUS AUTOMATION LTD - EXPERTS IN SENSORS, WE WILL WORK TO HELP YOU
SOLVE YOUR APPLICATIONS, IMPROVE MACHINE PERFORMANCE & RELIABILITY AND REDUCE COSTS
USING CONTRINEX’S EXCEPTIONAL SENSORS - LET US HELP YOU #MAKE SENSE OF SENSORS






















--
CUSTOMER VALUES
RELIABLE, RELIABLE, REPEATABLE TESTING OF COMPLETE
TRAYS OF KNOBS IN A SINGLE CYCLE
TESTING IS COMPLETED IN STANDARD TRANSIT TRAYS WITH NO
ADDITIONAL HANDLING
IMMEDIATE IDENTIFICATION OF FAULTY ASSEMBLIES
ELIMINATION OF BATCH REJECTION BY THE CUSTOMER
PRODUCT ADVANTAGES
EXTENDED SENSING DISTANCES UP TO 12MM
EXCEPTIONAL PACKING DENSITY WITH 44MM CLEARANCE
RELIABLE SENSING OF SMALL TARGETS THROUGH PLASTIC
TRAY MATERIAL
IO- LINK CONNECTIVITY – IDEAL FOR PREVENTATIVE
MAINTENANCE AND INDUSTRY 4.0 IMPLEMENTATIONS
A plastics manufacturer tests batches of control knobs for in-
car audio systems before shipment to automotive assembly
plants; each knob contains a small metal washer that
occasionally becomes dislodged. A custom-built testing
machine tests a tray of 70 knobs in a single cycle; long-
distance inductive sensors, positioned directly below the
knobs, confirm the presence of a washer in each assembly.
CUSTOMER APPLICATION
In operation, plastic control knobs for in-car audio systems are
retained in position by small spring washers; during
manufacture, a washer is fitted to each knob after moulding. A
Portuguese manufacturer transports batches of knobs to
automotive assembly plants in transit trays, each containing
70 knobs.
Occasionally, washers are omitted or become dislodged,
resulting in rejection of entire batches of knobs by the
customer. Manual inspection of each knob is neither practical
nor cost-effective; a sensor system must test each knob in-situ
in the transit tray.
The size and position of the washers makes the task
particularly demanding. Each 10mm-diameter washer is
formed from 1mm-diameter steel wire; in a batch of knobs,
located at 45mm centres in a transit tray, washers lie more
than 10 millimetres above the sensors. The sensors must
operate reliably in close proximity to one another, sensing the
presence of the washers through the plastic tray.
Customer Solution
Contrinex Extra Distance inductive sensors are ideal for this
application; M18-diameter units from the Basic range operate
reliably at sensing distances up to 12mm. Quasi-embeddable
with chrome-plated brass bodies and PBTP sensing faces,
these devices allow a minimum clearance between sensors of
only 44mm, comfortably accommodating the required
spacing.
A bank of 70 sensors, mounted in a custom-built testing
fixture, aligns exactly with the positions of the knobs in the
transit tray. Locating lugs position the tray correctly and
clamps secure it during the testing cycle; checking the
presence of a washer in each of the 70 knobs is accomplished
in a few seconds and in the event that a washer is missing, the
position of the faulty knob is immediately identified.
This Contrinex inductive sensor has an industry-standard PNP
normally-open interface and an integral M12 connector,
allowing easy removal and replacement of individual sensors
for maintenance. Connection to the customer’s test
equipment is via a flexible PVC-sheathed cable.
With an unmatched combination of extended sensing
distance and exceptional packing density, Contrinex Extra
Distance inductive sensors deliver highly reliable test results.
Previously, the customer had no reliable means of testing a
complete tray of knobs in a single operation.
As part of Contrinex’s family of IO-Link sensors, the largest
range of IO-Link sensors in the World, easy access is given to
the sensor’s control and monitoring functions. This increased
connectivity enables a machine’s maintenance costs to be
reduced and system availability increased, plus easy
integration into Industry 4.0 systems.
CUSTOMER VALUES
CONTINUOUS PRODUCTION AS IN-PROCESS MEASUREMENT IS
HIGHLY ACCURATE WITH HIGH SAMPLING RATE
VIBRATION-RESISTANT AND TEMPERATURE-STABLE
DAMAGE TO THE SENSOR
REPEATABILITY AND RESOLUTION IN THE MICRON RANGE (µM)
A manufacturer of industrial timing belts trusts Contrinex’s
analogue inductive sensors to measure the position of steel
reinforcing bands during continuous production.
Two long-range, high-resolution sensors, mounted above the
extruded belt profile, provide real-time positional data. The
customer’s process-control system monitors the sensor’s
analogue voltage outputs, alerting the operator and halting
production if the values are outside allowable limits.
CUSTOMER APPLICATION
To enhance the strength of industrial timing belts, steel
reinforcing wires are bonded into the belt carcass as part of a
continuous extrusion process. The distance between the
reinforcing wires and the belt teeth is a critical parameter,
influencing the accuracy of the belt’s fit and other operating
characteristics, including service life.
Engineers can check product quality at intervals by cutting
samples of extruded belts and taking optical measurements,
but this process is slow and only detects faults some time after
production is complete, leading to high reject costs.
The customer requires a real-time system with sensors that
reliable and accurately measure the position of the steel
reinforcement.
CUSTOMER SOLUTION
Contrinex M18-size analogue inductive sensors are ideal for this
application providing an analogue voltage output with a
sampling rate of at least 100Hz. The physical characteristics of
the belt dictate a sensing distance of up to 10 mm with micron
(µm) measurement accuracy. Contrinex’s patented Condist®
technology provides a highly stable sensing performance at
operating distances of ≤10 mm with exceptional detection
accuracy, excellent repeatability and resolution in the micron
range.
The sensors sample at 250Hz, enabling accurate measurement
of the position of the steel reinforcement in the fast moving
belt profile, and provide continuous, non-linearised 0 to 10V
analogue output signals. They are resistant to vibration and
variations in ambient temperature, allowing their positioning
immediately after the extrusion press in close proximity to the
moving belt.
Two sensors, set flush into a non-metallic plate, are mounted
directly above the surface of the belt as it runs over a guide
roller, giving a stable reference position. The lightly tensioned
belt clears the sensing face of the devices by a few tenths of a
millimetre. Connection to the customer’s control system is via
a flexible cable with an easily detachable M12 connector.
The introduction of Contrinex analogue inductive sensors
provide small, high-accuracy, ultra-reliable sensors with a low
total cost of ownership.
Rather than needing to destructively test belts to inspect the
position of the steel reinforcement and risking high reject
costs because of the infrequent nature of the sampling, the
production process is now continuously monitored.
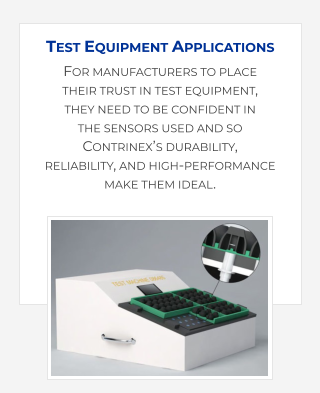
TEST & INSPECTION
EQUIPMENT APPLICATIONS
FOR MANUFACTURERS TO PLACE THEIR TRUST IN
TEST AND INSPECTION EQUIPMENT, THEY NEED TO
BE CONFIDENT IN THE SENSORS THEY USE -
CONTRINEX’S DURABILITY, RELIABILITY, AND HIGH-
PERFORMANCE THEREFORE MAKES THEM IDEAL.



CUSTOMER VALUES
PROVEN TECHNOLOGY TO ENSURE HIGHLY RELIABLE FIT-&-
FORGET POKA YOKE QUALITY CONTROL WITH NO MANUAL
INTERVENTION
UNOBTRUSIVE SYSTEM THAT DOES NOT IMPACT UPON THE
WELDING STATION CYCYLE TIMES
FAST & EASY SWAP OUT IN CASE OF DAMAGE TO THE SENSOR
PRODUCT ADVANTAGES
COMPACT & ROBUST, ALUMINIUM EXTRUDED HOUSING - 40 X
20.5MM)
DIVERSE PORTFOLIO OFFERS EXCEPTIONAL RANGE OF SIZES -
100 TO 2,000MM HEIGHT AND 0.9 TO 25MM RESOLUTION
FAST & EASY INTEGRATION WITH M12 CONNECTORS
LOW COST, HIGH PERFORMANCE AND LONG SENSING RANGE
During manufacture of mechanical assemblies for automotive
production, an operator uses a manually operated machine to
assemble metal parts together. After assembly the operator
drops the assembly in a transport bin ready for dispatch. As
each assembly is placed in the bin, an infra-red light detection
grid sensor detects its presence and confirms that the welding
cycle has been completed correctly
CUSTOMER APPLICATION
In an automotive 1st tier supplier manufacturing plant, an
operator loads small parts by hand onto an assembly machine
and initiates the PLC-controlled cycle. After assembly the
operator drops the completed assembly into a metal bin used
to transport parts directly to the customer.
From time to time, un-assembled parts are placed in the bin,
resulting in rejection of entire batches of assemblies by the
customer. Manual inspection of each assembly is impractical; a
sensor system must detect the presence of each item as it is
dropped into the bin and check that the corresponding
welding cycle has been completed.
The sensing system must not increase the process cycle-time
and must detect parts as they are dropped into the open bin,
which is approximately 120cm (4ft) long and 90cm (3ft) wide.
Parts are around 15cm (6in) long and a sensor with a rapid
response time is necessary to detect fast-moving items.

Customer Solution
The Contrinex DGI range of infra-red light detection grids is
well-suited for this application. Comprising separate sender-
and receiver-units and constructed with rugged one-piece
aluminium-profile housings, these versatile sensor systems are
ideal for the busy production environment.
With response times from 0.8 to 4.8 milliseconds which are
faster than safety light-curtains and a choice of resolutions
from 0.9 to 25mm dependent upon the size of the light grid,
the DGI light detection grids range exceed the demanding
customer specification for rapid response and reliable
detection of the small parts.
The 8m range between sender and receiver and their compact
design enables easy mounting at each end of the transport
bin without impeding the operator or increasing the process
cycle time.
The DGI light detection grid sender only requires a power
supply connection and the receiver features two Push-Pull
(PNP + NPN), Light-ON+ Dark-ON, 4-pin M12 outputs,
simplifying installation.
The system detects the presence of any item passing through
the light curtain and immediately interrogates the PLC to
confirm that a welding cycle has been completed since
detection of the preceding item. If no welding cycle is
registered, the system interrupts the process and sounds an
alarm, alerting the operator.
Stainless-steel-braided hydraulic hoses for water heaters
undergo over-pressure testing at the final stage of
manufacture. Before pressure is applied, a multi-sensor system
checks each hose assembly to ensure that the correct
mechanical parts have been fitted. Applying high pressure to
an incomplete assembly could result in catastrophic failure,
damaging test equipment and putting operators at risk of
injury.
CUSTOMER APPLICATION
A manufacturer of stainless-steel-braided high-pressure hoses
for water heaters carries out mandatory over-pressure testing
on every hose assembly. If either of the mechanical unions
fitted to the ends of each hose is incorrectly assembled, it will
leak under pressure.
Occasionally, a component is omitted entirely, making a hose
liable to fail catastrophically under high pressure. To avoid
damaging test equipment and endangering personnel, a
sensor system must confirm the presence of three critical
parts on each union before testing commences.
Each extra test extends the process cycle time. The customer
requires a single test fixture capable of carrying out three
presence checks concurrently, minimizing the additional cost.
The three critical parts, made from stainless steel, carbon steel
and brass, respectively, are positioned in close proximity when
assembled. Access is limited; the three sensors must be small,
yet sense these materials reliably at distances up to 6mm
(0.25in).
Customer Solution
By mounting three separate M8- and C5-sized Contrinex
inductive sensors in a single fixture, all the demands of this
application can be met in full. Each sensor is chosen for its
combination of size, sensing distance and reliable detection of
one of the three different materials
To detect the brass union nut, an M8-diameter sensor from
the Basic range (Extra Distance family) with a 4mm sensing
distance is an excellent choice. Fully embeddable with
chrome-plated nickel-silver bodies and PBTP sensing faces,
this sensor has a correction factor of 1.0 for brass,
outperforming competitors.
For detecting the steel spring, a 5mm-square-section sensor
from the Miniature range (Classics family) is an ideal option.
Embedding the sensor makes optimal use of its 1.5mm
sensing distance, and its chrome-plated brass body is well-
suited to the environment.
Finally, to ensure reliable detection of the stainless-steel collar,
an M8-diameter sensor from the Extreme range (Full Inox
family) was chosen. Its one-piece AISI 303 (V2A) stainless-steel
construction is combined with an extended operating
distance of 6mm.
Each sensor is configured with an industry-standard PNP
normally-open interface and features a hermetically sealed
cable entry. All three are connected to the customer’s control
equipment via PUR-sheathed cables. Delivering the required
detection capabilities and sensing distances in small-bodied
sensors enables Contrinex to solve a previously insoluble
problem.

CUSTOMER VALUES
RELIABLE, REPEATABLE DETECTION OF THREE DISCRETE
PARTS IN A SINGLE OPERATION
ELIMINATION OF UNSAFE OCCURRENCES DUE TO FAULTY HOSE
ASSEMBLIES
HIGHLY COST-EFFECTIVE SOLUTION TO A PREVIOUSLY
INSOLUBLE PROBLEM
PRODUCT ADVANTAGES
SENSOR EXCEPTIONAL SENSING DISTANCES IN SMALL SENSOR
ENVELOPES
CORRECTION FACTOR OF 1.0 FOR BRASS ALLOWS EXTENDED
SENSING DISTANCE
SENSORS OPERATE IN CLOSE PROXIMITY WITHOUT
INTERFERENCE









WELCOME TO PLUS AUTOMATION LTD - EXPERTS IN SENSORS,
WE WILL HELP YOU SOLVE YOUR APPLICATIONS, IMPROVE MACHINE
PERFORMANCE & RELIABILITY AND REDUCE COSTS USING CONTRINEX’S
EXCEPTIONAL SENSORS - LET US HELP YOU #MAKE SENSE OF SENSORS