(0121) 58 222 58 SALES@PLUSAUTOMATION.CO.UK

© 2021 - PLUS AUTOMATION LIMITED®








HELPING YOU #MAKE SENSE OF SENSORS


EXAMPLE APPLICATIONS
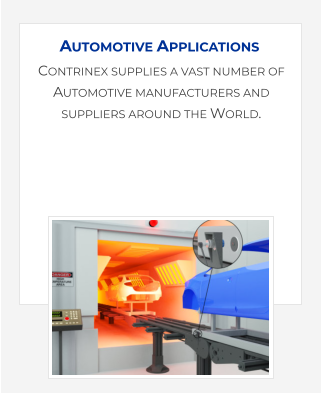
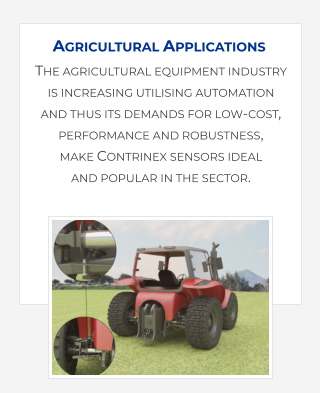
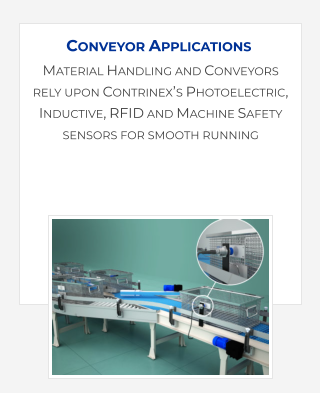
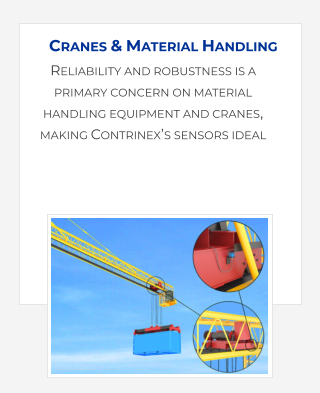
TO ILLUSTRATE THE WIDE-VARIETY OF APPLICATIONS SOLVED USING CONTRINEX SENSORS, WE HAVE POSTED A LARGE SELECTION OF EXAMPLE APPLICATIONS WHICH CAN BE SEEN BY CLICKING ON AN IMAGE. BELOW ARE A SELECTION OF SOME OF THESE APPLICATIONS:














CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE QUALITY CHECKS ON A NON-
CONTACT BASIS
IMPROVED QUALITY ARISING FROM REAL-TIME DETECTION OF
INCORRECTLY PACKED CARTONS
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS• SINGLE SENSOR
ACCOMMODATES A RANGE OF CARTON SIZES WITHOUT
REPOSITIONING
REMOTE ADJUSTMENT VIA IO-LINK REDUCES CHANGEOVER
TIME BETWEEN PRODUCTS
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 300MM WITH PINPOINT RED
LED
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY IDEAL FOR INDUSTRY 4 & IIOT
PREVENTATIVE MAINTENANCE STABILITY ALARM OPTION

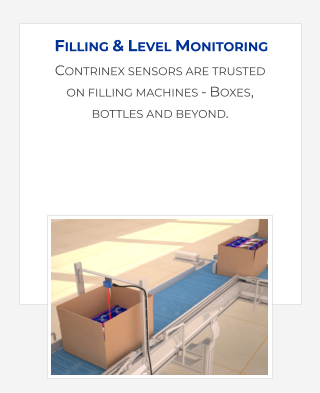
Contrinex’s C23 photoelectric sensor family is small but
powerful and so ideal for conveyor and packaging applications.
An example application for the C23 is the food processing
industry, where ‘shingling’, or overlapped layering, is a
common technique for optimizing space during secondary
packaging operations. As shown in the video, biscuits are
sealed in gusseted bags with a triangular profile, and packed
in alternating, overlapping layers into a preformed cardboard
box. Once each box is full, it passes to a case-sealing station
prior to palletisation and dispatch.
From time to time, an incorrectly formed layer occurs, where a
bag might be damaged or misaligned. The C23 photoelectric
sensor with Background Suppression is used to provide non-
contact sensing of the height of the top layer of bags, rejecting
any over-filled cartons.
CUSTOMER APPLICATION
In the food processing industry, shingling, or overlapped
layering, is a common technique for optimising space
utilisation during secondary packaging operations.
Confectionery, sealed in gusseted bags with predominantly
triangular profiles, is packed in alternating, overlapping layers
in preformed cardboard cartons. Once each carton is full, it
passes to a case-sealing station prior to palletisation and
dispatch.
Pre-aligned bags of confectionery arrive at the packing station
in regularly spaced rows. At each station, a multi-axis pick-and-
place packing robot lifts a row of bags, aligns it and lowers it
into a preformed carton. Successive layers overlap each other,
ensuring that space within the carton is fully utilised. Once the
predetermined number of layers has been packed, the carton
is conveyed to the sealing station.
From time to time, one or more incorrectly formed layers
occur. Individual bags may be missing from a row on arrival at
the packing station, or may be damaged or misaligned. A non-
contact sensor is needed to sense the height of the top layer of
bags, rejecting any defective cartons. It must be reliable and
require minimal maintenance.
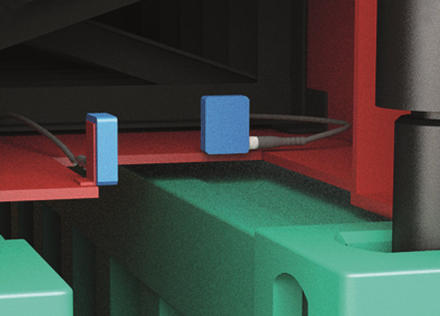
CUSTOMER SOLUTION
Rugged photoelectric sensors with background suppression
from the Contrinex C23 range are ideal for this application. A
pinpoint red LED with a 10mm-diameter light spot at the
maximum sensing range of 300mm ensures highly reliable
detection of objects of almost any colour against light or dark
backgrounds. These sensors are well suited to both the task
and the environment.
Immediately after packing, a single sensor is mounted
centrally above the conveyor. As each carton passes below on
its way to the sealing station, the sensor detects the top
surface of the packed bags. If the height of the top layer falls
outside preset limits, the sensor triggers a reject mechanism
that diverts the carton to a holding area for investigation.
Mounted in 20mm x 30mm x 10mm miniature plastic
housings, C23 photoelectric sensors are available with
industry-standard PNP or NPN 3-wire or 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry. A second output provides a
stability alarm in the event of reduced sensitivity, flagging the
need for preventative maintenance before any performance
degradation occurs.
Locating sensors optimally is simple thanks to a custom-
designed range of multi-position mounting brackets. An
operating range between 15mm and 250mm accommodates a
variety of carton sizes without any need to reposition the
sensor. A simple electrical adjustment via an onboard
potentiometer suffices, while remote adjustment via IO-Link, a
standardized point-to-point serial connection protocol, is
available as standard at no extra cost for PNP versions


CUSTOMER VALUES
NON-CONTACT SENSING
MOUNTING OUT OF HARM’S WAY
RELATIVELY TAMPER PROOF
PRODUCT ADVANTAGES
CHOICE OF CUBIC C23PA OR CYLINDRICAL M18MA BODIES
SMALL SIZE - 20 x 30 x 10mm or Ø18 x 37mm
SENSING RANGE UP TO 300MM / 250MM RESPECTIVELY
EASY ADJUSTMENT DUE TO VISIBLE BEAM
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY IDEAL FOR INDUSTRY 4 & IIOT
PREVENTATIVE MAINTENANCE STABILITY ALARM OPTION

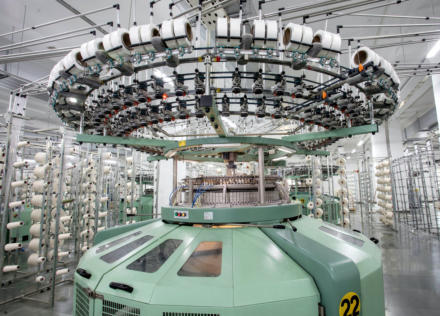
Cotton spinning machines use a robotic vacuum cleaning
system to prevent lint build-up on machinery and product. To
ensure the vacuum cleaning robot does not collide with the
spinning machine, a Contrinex Background Suppression
photoelectric sensor detects their presence.
CUSTOMER APPLICATION
Lint is generated from the process of spinning cotton and if
lint is allowed to accumulate, it will eventually clog the small
eyelets and guides on the spinning machine.
Because a build-up of lint can cause yarn breakage, spinning
machinery is equipped with vacuum systems that constantly
rove the machine to collect lint. These systems depend on a
relatively slow-moving vacuum head, which travels on a rail
mounted above.
The spinning machines are tended by operators who might
accidentally leave items in the path of the vacuum head. To
prevent collisions with these objects, the existing detection
system on the vacuum head consists of a limit switch with a
mechanical wand attachment. As soon as the wand touched
an obstacle, it caused the vacuum head to reverse its direction
of travel, but the customer wanted to upgrade to a non-
contact detection solution more suited to an automated
environment.
CUSTOMER SOLUTION
Contrinex’s LHR-C23PA cubic and LHR-M18PA background
suppression photoelectric sensors are ideal for this application.
Despite their small size (20 x 30 x 10mm or Ø18 x 37mm), these
sensors are both robust and high-performance offering a
sensing range of 300 or 250mm respectively.
The sensor’s precise background suppression enables them to
detect the presence of any obstacle regardless of colour,
brightness or angle in relation to the position of the sensor on
the vacuum head.
The LHR-C23PA cubic sensor is mounted on the vacuum head
to provide sensing for the robotic system’s safety reversal
function. The operating range can be adjusted to detect an
obstacle between 15 to 250 mm away, in which case the
cleaning machine simply reverses its direction of travel,
without interrupting the cleaning function.

C23 20 X 30 X 10MM

CUSTOMER VALUES
ECONOMICAL, FAST AND ABSOLUTELY RELIABLE
NON-CONTACT OPERATION, TO AVOID MECHANICAL WEAR
EXCELLENT PERFORMANCE COMBINED WITH SMALL SIZE
LONG SERVICE LIFE
SENSORS READY MADE-UP AND EASY TO USE
FLEXIBILITY OF SOLUTION
PRODUCT ADVANTAGES
LARGE OPERATING DISTANCE AND SIGNAL RESOLUTION
PROTECTION CLASS IP 67
OUTSTANDING PERFORMANCE ON DETECTION
ACCURACY, SPEED AND FREQUENCY
Contrinex Standard photoelectric sensors are ideal for general position and presence-detection for almost any industry and
application. Best-in-class performance such as sensing ranges and background suppression characteristics, the Standard range of
sensors delivers very high accuracy and reliability.
A wide variety of housing designs and sizes are offered::
•
Cubic sizes: 0507 (5 x 7 x 40mm), C12 (13 x 21 x 7mm), C23 (20 x 30 x 10mm), 3030 (30 x 30 x 15mm), 4040 (40 x 40 x 19mm),
4050 (40 x 50 x 15mm) and C55 (50 x 50 x 23mm).
•
Cylindrical types are also available in sizes M12 and M18.
STANDARD PHOTOELECTRIC SENSORS - EXCELLENCE IN PRICE & PERFORMANCE.
Standard C23 and M18P series are high quality ASIC sensors with an integral IO-Link interface in PNP types. This makes them
particularly suitable for smart factory applications. IO-Link extends sensor functionality to include continuous monitoring of
process data, continuous diagnosis of sensor status, advanced parameter settings, sensitivity adjustment, a remote teach function
and easy checking of sensor ID, to ensure the right sensor is at the right place.
TECHNOLOGY
Diffuse
A diffuse-mode, or energetic-diffuse, photoelectric sensor is a reflective sensor, containing a transmitter and a receiver in a single
housing. The sensor emits a focused light beam toward a distant target that acts as a reflector, returning part of the transmitted
light to the sensor. The receiver detects the amount of light reflected by the target, triggering the sensor when the light intensity
reaches a threshold value.
•
Ideal for short sensing ranges and relatively easy targets
•
Easy installation and alignment
•
No separate reflector or receiver
Background-Suppression
Diffuse-mode photoelectric sensors with background suppression emit a focused light beam toward a distant target. Part of the
beam is reflected from the target and returns to the sensor, striking a position-sensitive receiver. The receiver distinguishes
between reflections from the target and reflections from background objects, only triggering the sensor when the signal reaches a
value that corresponds to the preset target distance.
•
Target size, colour, shape and surface finish have little influence on sensing range
•
Suitable for difficult targets (small, fast-moving, light background)
•
No separate reflector or receiver”
Reflex
A reflex, or reflective, photoelectric sensor contains a transmitter and a receiver in a single housing, and emits a pulsed, focused
light beam through a polarisation filter toward a distant reflector. Reflected light returns to the sensor, passing through a second
filter before arriving at the receiver. When a target object interrupts the light beam, the receiver detects the reduced light intensity
and triggers the sensor. Auto-collimation of the light beam allows blind-zone suppression.
•
Ideal for moderate sensing ranges
•
Wiring required for just one emitter/receiver unit
•
Separately mounted reflector
Through-beam
Contrinex through-beam photoelectric sensors are ideal for industrial applications where sensing components must be mounted
some distance from the target area. Through-beam sensors utilise infra-red, visible and laser light sources to detect targets, reliably
and repeatably, at extended distances.
•
Ideal for long sensing ranges
•
Suitable for contaminated environments or highly reflective targets
•
Separately mounted and wired receiver


CUSTOMER VALUES
RELIABLE CHECK OF ASSEMBLY TO AVOID CUSTOMER
REJECTIONS
RECORDABLE CONFIRMATION OF GEAR MODEL
PRODUCT ADVANTAGES
RUGGED LASER SENSOR WITH METAL HOUSING
SENSING RANGE UP TO 250MM
BUILT-IN CHANGEOVER OUTPUTS
EASY ADJUSTMENT DUE TO VISIBLE BEAM
ADJUSTABLE FOCUS OF BEAM

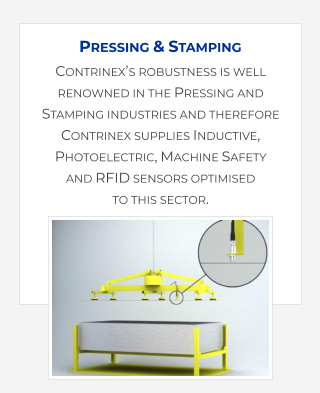
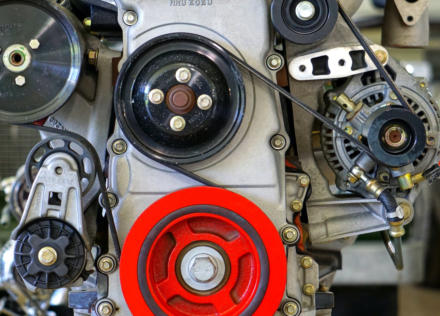
A manufacturer of assembled, forged and machined
components for the automotive industry trusts Contrinex
distance sensing photoelectric sensors to ensure that the
correct gear model is selected in an assembly.
CUSTOMER APPLICATION
Because the manufacturer has two models of gears, both of
which are designed to fit into the same location in the
assembly, care must be taken over which version is being
produced.
During the production process for each specific assembly,
confirmation is required that the correct gear model has been
mounted. This is achieved by verifying the assembly as a
whole. Since the height of the assembled component differs
depending on which gear model has been mounted,
immediate identification of assembly height is the chosen
sensing solution. Space is limited, so a compact sensor with a
long sensing range is required.
CUSTOMER SOLUTION
Contrinex’s LTS-1180L-103 compact M18 photoelectric laser
sensors is ideal for this application. Its compact size, easy
adjustment and rugged metal housing make it suitable for
this tough industrial environment.
The mounted assembly has a curved section at the top. The
sensor’s task is to detect the highest point of this curved
section and verify the height of the finished component. The
small beam spot of this laser sensor is therefore essential. By
targeting the beam of sensor on this curved part, when the
correct gear is in place the beam will be deflected and the
sensor will not trigger the output. However, if the wrong part is
mounted, i.e. with more height, it will obstruct the sensor
beam and trigger the sensor output. By using a sensor with
integral changeover outputs, the same sensor can be used to
verify both models. Only one selection switch is required.
CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE POSITION SENSING ON A NON-
CONTACT BASIS
IMPROVED THROUGHPUT ARISING FROM REAL-TIME
DETECTION OF INCORRECTLY POSITIONED OR MISSING
CARTONS
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS
SINGLE SENSOR ACCOMMODATES A RANGE OF CARTON SIZES
WITHOUT REPOSITIONING
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 8000MM WITH 78MM-
DIAMETER REFLECTOR
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY IDEAL FOR INDUSTRY 4 & IIOT
PREVENTATIVE MAINTENANCE STABILITY ALARM OPTION

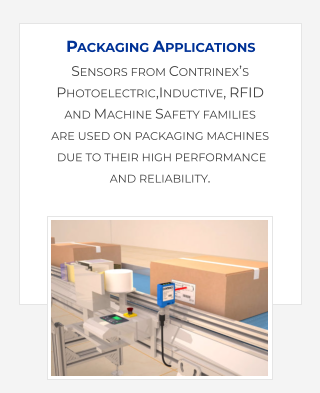
During confectionery packaging operations, conveyor lines
deliver preformed cardboard cartons to packing stations. At
each station, a pick-and-place packing robot packs layers of
bagged candy in cartons. Once filled, cartons are conveyed to
case-sealing stations. A highly reliable retro-reflex
photoelectric sensor, mounted beside the line, senses each
carton as it arrives at the packing station, halting the conveyor
and initiating the packing sequence once it is correctly
positioned.
CUSTOMER APPLICATION
In the confectionery-manufacturing industry, secondary
packaging is usually required when preparing multiple
product packs for wholesale distribution. In high-volume
production, manufacturers pack sealed bags of candy in
cardboard cartons, which are in turn stacked for shrink-
wrapping and palletisation.
Preformed cartons arrive at the packing station in a
continuous stream. Once the leading carton reaches its
designated position, the conveyor halts and the packing
sequence commences. A pick-and-place robot lifts successive
layers of bags and lowers them into the carton. Once the
predetermined number of bags has been packed, the carton is
conveyed to a sealing station.
If a carton stops in the wrong position, or if no carton is
present, the packing sequence must be inhibited to prevent
damage occurring. A non-contact sensor system is needed to
detect the position of the leading carton as it arrives at the
packing station, halting the conveyor and initiating the
packing sequence once. It must be reliable and require
minimal maintenance.
CUSTOMER SOLUTION
Miniature retro-reflex photoelectric sensors from the Contrinex
C23 range are ideal for this application. Used in conjunction
with a 41mm-diameter reflector, these sensors have an
operating range of up to 4500mm – more than adequate for
the task. A single sensor is mounted beside the carton
conveyor, immediately before the packing station, with the
reflector positioned on the opposite side. As the leading carton
breaks the light beam, the sensor detects its presence and
halts the conveyor in the correct position for packing.
Mounted in 20mm x 30mm x 10mm miniature plastic
housings, C23 photoelectric sensors are available with
industry-standard PNP or NPN 3-wire or 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry. A second output provides a
stability alarm in the event of reduced sensitivity, flagging the
need for preventative maintenance before any performance
degradation occurs.
A custom-designed range of multi-position mounting
brackets allows systems engineers to locate sensors optimally
in almost any situation. The C23 range detects slow- or fast-
moving targets reliably. Remote selection of switching
frequency is possible via IO-Link, a standardized point-to-point
serial connection protocol, available as standard at no extra
cost for PNP versions.

A manufacturer of automated laboratory equipment for in-
vitro diagnostics trusts the long operating distance and high
resolution of Contrinex’s reflex photoelectric sensors to detect
the if a cap is fitted on a blood testing vial which is a small
glass test-tube.
CUSTOMER APPLICATION
To automate the placement of the small test-tubes into carrier
racks, a machine picks test-tubes from a conveyor. It is
essential that the vials are pushed into the carrier racks the
right way up, with the cap uppermost. The challenge is that
whilst the test tubes are aligned parallel to each other on the
feed conveyor, they can be positioned with the orientation of
the tube having the cap to the right, or to the left.
The shape and material of the test-tubes makes measuring
them difficult because they are round, transparent and filled
with liquid in varying quantities, with indistinct contours and a
lack of planar surfaces. Camera-based identification systems
or profile scanners were considered to be too expensive.
Additionally , the customer needed a quick solution that was
reliable as well as economic.
CUSTOMER SOLUTION
Test-tubes lying on the conveyor pass under a lightweight
lever which traces the contour of the test-tube, rising or falling
accordingly. The side of the lever facing the photoelectric
sensor provides a planer surface, guaranteeing absolutely
reliable measurement.
The sensor can detect the fitted cap because it has a 2mm
larger diameter than the test tube. Therefore, the machine’s
controller polls the sensor every 20 ms, and uses its analogue
value to determine the position of the larger cap
mathematically. According to this measurement, the machine
then turns the test-tube the right way up and pushes it into
the rack. A test-tube without a cap is identified by the sensor
as an error, since no significant difference can be detected and
the machine stops running. The automation enables one test-
tube to be inserted every second and ensures their correct
orientation.








CONTRINEX’S PHOTOELECTRIC SENSORS EXCEL AT POSITIONING AND PRESENCE-DETECTION -
FOR EXAMPLE HIGH-PERFORMANCE, INDUSTRY LEADING SENSING DISTANCES AND OUTSTANDING
BACKGROUND SUPPRESSION CHARACTERISTICS, COMBINE TO GIVE HIGH ACCURACY AND RELIABILITY.
STANDARD PHOTOELECTRIC SENSORS


CUSTOMER VALUES
NON-CONTACT, ALL-ELECTRONIC DEVICE WITH SENSING
RANGE UP TO 500MM.
LARGE SENSING RANGE AVAILABLE IN A PHYSICALLY SMALL
SENSOR.• EXCEPTIONAL RESISTANCE TO EXTREME VIBRATION
DURING OPERATION.
OPTIMAL SPACE UTILISATION WITH LITTLE OR NO RELIANCE
ON OPERATOR INVOLVEMENT
PRODUCT ADVANTAGES
ELIMINATION OF CALIBRATION ERRORS DURING NORMAL
OPERATION
LARGE SENSING RANGE AVAILABLE IN PHYSICALLY SMALL
SENSOR
PROVIDES RELIABLE, REPEATABLE SENSING IN DEMANDING
OPERATING CONDITIONS
At busy container seaports, purpose-designed container-
handling vehicles called Straddle Carriers, operate around the
clock, loading, unloading and stacking containers. Space
utilisation is increasingly important and correctly identifying
the size of container picked for each lift is essential for
efficiency.
Contrinex photoelectric sensors have been fitted to the
Straddle Carriers to detect the container size and eliminate the
need for drivers to carry out identification checks, saving time
and avoiding errors.
CUSTOMER APPLICATION
A fleet of straddle carriers, purpose-designed container-
handling vehicles, services a busy French container port. As a
straddle carrier moves over a container, a central lifting beam
lowers and locks onto the corner castings of the container;
each lift comprises either a single 40-foot container or two 20-
foot containers.
Optimal utilisation of storage space is essential; correctly
identifying the size of container picked for each lift is vital.
Fitting carriers with sensors that detect the size and type of
containers at the time of lifting eliminate the need for drivers
to carry out identification checks, saving time and avoiding
errors.
The original mechanical sensors proved unreliable, losing
calibration when subjected to continuous vibration during
normal operation. Although the scheduled maintenance
interval for each vehicle is 1,000 hours, mechanical sensors
required recalibration at intervals of no more than two or three
days. A highly stable replacement sensor system was required.
CUSTOMER SOLUTION
Highly stable, non-contact, all-electronic units from the
Contrinex range of photoelectric sensors provide a reliable and
cost-effective alternative. The moulded-resin sensor casings,
fitted with coated-plastic sensing faces, are IP67 rated, making
them virtually impervious to the harsh, salt-laden environment
of a busy container port. Connection to the vehicle’s control
systems is via an integral M12 connector and PVC-sheathed
cable, allowing easy removal and replacement during routine
maintenance.
To confirm the size of the container, two pairs of diffuse
sensors with background suppression are mounted centrally
on each lifting beam. As the lifting beam descends, one sensor
from each pair detects the presence or absence of corner
castings at the central lifting points, while the other detects
the presence or absence of the gap between two 20-foot
containers. The combination of the two eliminates incorrect
identification in the unlikely event that the first sensor returns
a false-positive signal from a 40-foot container.
A physically small housing and long sensing distances
eliminate the risk of accidental damage arising from a
mechanical collision, while rugged industry-standard housings
and vacuum-encapsulated electronics minimise the effects of
vibration.
Operational results have been excellent; the new Contrinex
sensors have eliminated calibration errors and reduced
maintenance costs significantly.



WELCOME TO PLUS AUTOMATION LTD - EXPERTS IN SENSORS, WE WILL WORK TO HELP YOU
SOLVE YOUR APPLICATIONS, IMPROVE MACHINE PERFORMANCE & RELIABILITY AND REDUCE COSTS
USING CONTRINEX’S EXCEPTIONAL SENSORS - LET US HELP YOU #MAKE SENSE OF SENSORS


































(0121) 58 222 58
SALES@PLUSAUTOMATION.CO.UK



EXAMPLE APPLICATIONS
TO ILLUSTRATE THE WIDE-VARIETY OF APPLICATIONS SOLVED USING CONTRINEX SENSORS, WE HAVE POSTED A LARGE SELECTION OF EXAMPLE APPLICATIONS WHICH CAN BE SEEN BY CLICKING ON AN IMAGE. BELOW ARE A SELECTION OF THESE APPLICATIONS:


CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE QUALITY CHECKS ON A NON-
CONTACT BASIS
IMPROVED QUALITY ARISING FROM REAL-TIME DETECTION OF
INCORRECTLY PACKED CARTONS
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS• SINGLE SENSOR
ACCOMMODATES A RANGE OF CARTON SIZES WITHOUT
REPOSITIONING
REMOTE ADJUSTMENT VIA IO-LINK REDUCES CHANGEOVER
TIME BETWEEN PRODUCTS
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 300MM WITH PINPOINT RED
LED
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY IDEAL FOR INDUSTRY 4 & IIOT
PREVENTATIVE MAINTENANCE STABILITY ALARM OPTION
CUSTOMER SOLUTION
Rugged photoelectric sensors with background suppression
from the Contrinex C23 range are ideal for this application. A
pinpoint red LED with a 10mm-diameter light spot at the
maximum sensing range of 300mm ensures highly reliable
detection of objects of almost any colour against light or dark
backgrounds. These sensors are well suited to both the task
and the environment.
Immediately after packing, a single sensor is mounted
centrally above the conveyor. As each carton passes below on
its way to the sealing station, the sensor detects the top
surface of the packed bags. If the height of the top layer falls
outside preset limits, the sensor triggers a reject mechanism
that diverts the carton to a holding area for investigation.
Mounted in 20mm x 30mm x 10mm miniature plastic
housings, C23 photoelectric sensors are available with
industry-standard PNP or NPN 3-wire or 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry. A second output provides a
stability alarm in the event of reduced sensitivity, flagging the
need for preventative maintenance before any performance
degradation occurs.
Locating sensors optimally is simple thanks to a custom-
designed range of multi-position mounting brackets. An
operating range between 15mm and 250mm accommodates a
variety of carton sizes without any need to reposition the
sensor. A simple electrical adjustment via an onboard
potentiometer suffices, while remote adjustment via IO-Link, a
standardized point-to-point serial connection protocol, is
available as standard at no extra cost for PNP versions
CUSTOMER VALUES
NON-CONTACT SENSING
MOUNTING OUT OF HARM’S WAY
RELATIVELY TAMPER PROOF
PRODUCT ADVANTAGES
CHOICE OF CUBIC C23PA OR CYLINDRICAL M18MA BODIES
SMALL SIZE - 20 x 30 x 10mm or Ø18 x 37mm
SENSING RANGE UP TO 300MM / 250MM RESPECTIVELY
EASY ADJUSTMENT DUE TO VISIBLE BEAM
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY IDEAL FOR INDUSTRY 4 & IIOT
PREVENTATIVE MAINTENANCE STABILITY ALARM OPTION
Cotton spinning machines use a robotic vacuum cleaning
system to prevent lint build-up on machinery and product. To
ensure the vacuum cleaning robot does not collide with the
spinning machine, a Contrinex Background Suppression
photoelectric sensor detects their presence.
CUSTOMER APPLICATION
Lint is generated from the process of spinning cotton and if
lint is allowed to accumulate, it will eventually clog the small
eyelets and guides on the spinning machine.
Because a build-up of lint can cause yarn breakage, spinning
machinery is equipped with vacuum systems that constantly
rove the machine to collect lint. These systems depend on a
relatively slow-moving vacuum head, which travels on a rail
mounted above.
The spinning machines are tended by operators who might
accidentally leave items in the path of the vacuum head. To
prevent collisions with these objects, the existing detection
system on the vacuum head consists of a limit switch with a
mechanical wand attachment. As soon as the wand touched
an obstacle, it caused the vacuum head to reverse its direction
of travel, but the customer wanted to upgrade to a non-
contact detection solution more suited to an automated
environment.
CUSTOMER SOLUTION
Contrinex’s LHR-C23PA cubic and LHR-M18PA background
suppression photoelectric sensors are ideal for this application.
Despite their small size (20 x 30 x 10mm or Ø18 x 37mm), these
sensors are both robust and high-performance offering a
sensing range of 300 or 250mm respectively.
The sensor’s precise background suppression enables them to
detect the presence of any obstacle regardless of colour,
brightness or angle in relation to the position of the sensor on
the vacuum head.
The LHR-C23PA cubic sensor is mounted on the vacuum head
to provide sensing for the robotic system’s safety reversal
function. The operating range can be adjusted to detect an
obstacle between 15 to 250 mm away, in which case the
cleaning machine simply reverses its direction of travel,
without interrupting the cleaning function.
CLICK ON AN IMAGE TO VIEW THE BROCHURE OR
VIDEO, READ APPLICATION EXAMPLES BELOW,
CLICK HERE TO VIEW THIS SENSOR ON
CONTRINEX’S WEBSITE, OR CALL US TO HELP GUIDE
YOU THROUGH SELECTION, ANSWER QUESTIONS, OR
TO HELP YOU #MAKESENSEOFSENSORS:
STANDARD
PHOTOELECTRIC SENSORS
CONTRINEX’S PHOTOELECTRIC SENSORS EXCEL
AT POSITIONING AND PRESENCE-DETECTION -
FOR EXAMPLE HIGH-PERFORMANCE, INDUSTRY
LEADING SENSING DISTANCES AND
OUTSTANDING BACKGROUND SUPPRESSION
CHARACTERISTICS, COMBINE TO GIVE HIGH
ACCURACY AND RELIABILITY.

CUSTOMER VALUES
RELIABLE CHECK OF ASSEMBLY TO AVOID CUSTOMER
REJECTIONS
RECORDABLE CONFIRMATION OF GEAR MODEL
PRODUCT ADVANTAGES
RUGGED LASER SENSOR WITH METAL HOUSING
SENSING RANGE UP TO 250MM
BUILT-IN CHANGEOVER OUTPUTS
EASY ADJUSTMENT DUE TO VISIBLE BEAM
ADJUSTABLE FOCUS OF BEAM
A manufacturer of assembled, forged and machined
components for the automotive industry trusts Contrinex
distance sensing photoelectric sensors to ensure that the
correct gear model is selected in an assembly.
CUSTOMER APPLICATION
Because the manufacturer has two models of gears, both of
which are designed to fit into the same location in the
assembly, care must be taken over which version is being
produced.
During the production process for each specific assembly,
confirmation is required that the correct gear model has been
mounted. This is achieved by verifying the assembly as a
whole. Since the height of the assembled component differs
depending on which gear model has been mounted,
immediate identification of assembly height is the chosen
sensing solution. Space is limited, so a compact sensor with a
long sensing range is required.
CUSTOMER SOLUTION
Contrinex’s LTS-1180L-103 compact M18 photoelectric laser
sensors is ideal for this application. Its compact size, easy
adjustment and rugged metal housing make it suitable for
this tough industrial environment.
The mounted assembly has a curved section at the top. The
sensor’s task is to detect the highest point of this curved
section and verify the height of the finished component. The
small beam spot of this laser sensor is therefore essential. By
targeting the beam of sensor on this curved part, when the
correct gear is in place the beam will be deflected and the
sensor will not trigger the output. However, if the wrong part is
mounted, i.e. with more height, it will obstruct the sensor
beam and trigger the sensor output. By using a sensor with
integral changeover outputs, the same sensor can be used to
verify both models. Only one selection switch is required.
CUSTOMER VALUES
RELIABLE, REPEATABLE IN-LINE POSITION SENSING ON A NON-
CONTACT BASIS
IMPROVED THROUGHPUT ARISING FROM REAL-TIME
DETECTION OF INCORRECTLY POSITIONED OR MISSING
CARTONS
INCREASED PRODUCTIVITY AS STABILITY ALARM FLAGS
PREVENTATIVE-MAINTENANCE NEEDS
SINGLE SENSOR ACCOMMODATES A RANGE OF CARTON SIZES
WITHOUT REPOSITIONING
PRODUCT ADVANTAGES
MAXIMUM SENSING RANGE OF 8000MM WITH 78MM-
DIAMETER REFLECTOR
BEST-IN-CLASS BACKGROUND-SUPPRESSION BLACK/WHITE
BEHAVIOUR
IO-LINK CONNECTIVITY IDEAL FOR INDUSTRY 4 & IIOT
PREVENTATIVE MAINTENANCE STABILITY ALARM OPTION
During confectionery packaging operations, conveyor lines
deliver preformed cardboard cartons to packing stations. At
each station, a pick-and-place packing robot packs layers of
bagged candy in cartons. Once filled, cartons are conveyed to
case-sealing stations. A highly reliable retro-reflex
photoelectric sensor, mounted beside the line, senses each
carton as it arrives at the packing station, halting the conveyor
and initiating the packing sequence once it is correctly
positioned.
CUSTOMER APPLICATION
In the confectionery-manufacturing industry, secondary
packaging is usually required when preparing multiple
product packs for wholesale distribution. In high-volume
production, manufacturers pack sealed bags of candy in
cardboard cartons, which are in turn stacked for shrink-
wrapping and palletisation.
Preformed cartons arrive at the packing station in a
continuous stream. Once the leading carton reaches its
designated position, the conveyor halts and the packing
sequence commences. A pick-and-place robot lifts successive
layers of bags and lowers them into the carton. Once the
predetermined number of bags has been packed, the carton is
conveyed to a sealing station.
If a carton stops in the wrong position, or if no carton is
present, the packing sequence must be inhibited to prevent
damage occurring. A non-contact sensor system is needed to
detect the position of the leading carton as it arrives at the
packing station, halting the conveyor and initiating the
packing sequence once. It must be reliable and require
minimal maintenance.
CUSTOMER SOLUTION
Miniature retro-reflex photoelectric sensors from the Contrinex
C23 range are ideal for this application. Used in conjunction
with a 41mm-diameter reflector, these sensors have an
operating range of up to 4500mm – more than adequate for
the task. A single sensor is mounted beside the carton
conveyor, immediately before the packing station, with the
reflector positioned on the opposite side. As the leading carton
breaks the light beam, the sensor detects its presence and
halts the conveyor in the correct position for packing.
Mounted in 20mm x 30mm x 10mm miniature plastic
housings, C23 photoelectric sensors are available with
industry-standard PNP or NPN 3-wire or 4-wire output.
Connection to the customer’s control system is via a PVC-
sheathed cable with the choice of an integral M12 connector or
a hermetically sealed entry. A second output provides a
stability alarm in the event of reduced sensitivity, flagging the
need for preventative maintenance before any performance
degradation occurs.
A custom-designed range of multi-position mounting
brackets allows systems engineers to locate sensors optimally
in almost any situation. The C23 range detects slow- or fast-
moving targets reliably. Remote selection of switching
frequency is possible via IO-Link, a standardized point-to-point
serial connection protocol, available as standard at no extra
cost for PNP versions.


At busy container seaports, purpose-designed container-
handling vehicles called Straddle Carriers, operate around the
clock, loading, unloading and stacking containers. Space
utilisation is increasingly important and correctly identifying
the size of container picked for each lift is essential for
efficiency.
Contrinex photoelectric sensors have been fitted to the
Straddle Carriers to detect the container size and eliminate the
need for drivers to carry out identification checks, saving time
and avoiding errors.
CUSTOMER APPLICATION
A fleet of straddle carriers, purpose-designed container-
handling vehicles, services a busy French container port. As a
straddle carrier moves over a container, a central lifting beam
lowers and locks onto the corner castings of the container;
each lift comprises either a single 40-foot container or two 20-
foot containers.
Optimal utilisation of storage space is essential; correctly
identifying the size of container picked for each lift is vital.
Fitting carriers with sensors that detect the size and type of
containers at the time of lifting eliminate the need for drivers
to carry out identification checks, saving time and avoiding
errors.
The original mechanical sensors proved unreliable, losing
calibration when subjected to continuous vibration during
normal operation. Although the scheduled maintenance
interval for each vehicle is 1,000 hours, mechanical sensors
required recalibration at intervals of no more than two or three
days. A highly stable replacement sensor system was desired.
CUSTOMER SOLUTION
Highly stable, non-contact, all-electronic units from the
Contrinex range of photoelectric sensors provide a reliable and
cost-effective alternative. The moulded-resin sensor casings,
fitted with coated-plastic sensing faces, are IP67 rated, making
them virtually impervious to the harsh, salt-laden environment
of a busy container port. Connection to the vehicle’s control
systems is via an integral M12 connector and PVC-sheathed
cable, allowing easy removal and replacement during routine
maintenance.
To confirm the size of the container, two pairs of diffuse
sensors with background suppression are mounted centrally
on each lifting beam. As the lifting beam descends, one sensor
from each pair detects the presence or absence of corner
castings at the central lifting points, while the other detects
the presence or absence of the gap between two 20-foot
containers. The combination of the two eliminates incorrect
identification in the unlikely event that the first sensor returns
a false-positive signal from a 40-foot container.
A physically small housing and long sensing distances
eliminate the risk of accidental damage arising from a
mechanical collision, while rugged industry-standard housings
and vacuum-encapsulated electronics minimise the effects of
vibration.
Operational results have been excellent; the new Contrinex
sensors have eliminated calibration errors and reduced
maintenance costs significantly.
STANDARD PHOTOELECTRIC SENSORS -
EXCELLENCE IN PRICE & PERFORMANCE.

CUSTOMER VALUES
NON-CONTACT, ALL-ELECTRONIC DEVICE WITH SENSING
RANGE UP TO 500MM.
LARGE SENSING RANGE AVAILABLE IN A PHYSICALLY SMALL
SENSOR.• EXCEPTIONAL RESISTANCE TO EXTREME VIBRATION
DURING OPERATION.
OPTIMAL SPACE UTILISATION WITH LITTLE OR NO RELIANCE
ON OPERATOR INVOLVEMENT
PRODUCT ADVANTAGES
ELIMINATION OF CALIBRATION ERRORS DURING NORMAL
OPERATION
LARGE SENSING RANGE AVAILABLE IN PHYSICALLY SMALL
SENSOR
PROVIDES RELIABLE, REPEATABLE SENSING IN DEMANDING
OPERATING CONDITIONS
Contrinex’s C23 photoelectric sensor family is small but
powerful and so ideal for conveyor and packaging applications.
An example application for the C23 is the food processing
industry, where ‘shingling’, or overlapped layering, is a
common technique for optimizing space during secondary
packaging operations. As shown in the video, biscuits are
sealed in gusseted bags with a triangular profile, and packed
in alternating, overlapping layers into a preformed cardboard
box. Once each box is full, it passes to a case-sealing station
prior to palletisation and dispatch.
From time to time, an incorrectly formed layer occurs, where a
bag might be damaged or misaligned. The C23 photoelectric
sensor with Background Suppression is used to provide non-
contact sensing of the height of the top layer of bags, rejecting
any over-filled cartons.
CUSTOMER APPLICATION
In the food processing industry, shingling, or overlapped
layering, is a common technique for optimising space
utilisation during secondary packaging operations.
Confectionery, sealed in gusseted bags with predominantly
triangular profiles, is packed in alternating, overlapping layers
in preformed cardboard cartons. Once each carton is full, it
passes to a case-sealing station prior to palletisation and
dispatch.
Pre-aligned bags of confectionery arrive at the packing station
in regularly spaced rows. At each station, a multi-axis pick-and-
place packing robot lifts a row of bags, aligns it and lowers it
into a preformed carton. Successive layers overlap each other,
ensuring that space within the carton is fully utilised. Once the
predetermined number of layers has been packed, the carton
is conveyed to the sealing station.
From time to time, one or more incorrectly formed layers
occur. Individual bags may be missing from a row on arrival at
the packing station, or may be damaged or misaligned. A non-
contact sensor is needed to sense the height of the top layer of
bags, rejecting any defective cartons. It must be reliable and
require minimal maintenance.
Contrinex Standard photoelectric sensors are ideal for general
position and presence-detection for almost any industry and
application. Best-in-class performance such as sensing ranges
and background suppression characteristics, the Standard
range of sensors delivers very high accuracy and reliability.
A wide variety of housing designs and sizes are offered::
•
Cubic sizes: 0507 (5 x 7 x 40mm), C12 (13 x 21 x 7mm), C23
(20 x 30 x 10mm), 3030 (30 x 30 x 15mm), 4040 (40 x 40 x
19mm), 4050 (40 x 50 x 15mm) and C55 (50 x 50 x 23mm).
•
Cylindrical types are also available in sizes M12 and M18.
C23 20 X 30 X 10MM








Standard C23 and M18P series are high quality ASIC sensors
with an integral IO-Link interface in PNP types. This makes
them particularly suitable for smart factory applications. IO-Link
extends sensor functionality to include continuous monitoring
of process data, continuous diagnosis of sensor status,
advanced parameter settings, sensitivity adjustment, a remote
teach function and easy checking of sensor ID, to ensure the
right sensor is at the right place.
TECHNOLOGY
Diffuse
A diffuse-mode, or energetic-diffuse, photoelectric sensor is a
reflective sensor, containing a transmitter and a receiver in a
single housing. The sensor emits a focused light beam toward a
distant target that acts as a reflector, returning part of the
transmitted light to the sensor. The receiver detects the amount
of light reflected by the target, triggering the sensor when the
light intensity reaches a threshold value.
•
Ideal for short sensing ranges and relatively easy targets
•
Easy installation and alignment
•
No separate reflector or receiver
Background-Suppression
Diffuse-mode photoelectric sensors with background
suppression emit a focused light beam toward a distant target.
Part of the beam is reflected from the target and returns to the
sensor, striking a position-sensitive receiver. The receiver
distinguishes between reflections from the target and
reflections from background objects, only triggering the sensor
when the signal reaches a value that corresponds to the preset
target distance.
•
Target size, colour, shape and surface finish have little
influence on sensing range
•
Suitable for difficult targets (small, fast-moving, light
background)
•
No separate reflector or receiver”
Reflex
A reflex, or reflective, photoelectric sensor contains a transmitter
and a receiver in a single housing, and emits a pulsed, focused
light beam through a polarisation filter toward a distant
reflector. Reflected light returns to the sensor, passing through
a second filter before arriving at the receiver. When a target
object interrupts the light beam, the receiver detects the
reduced light intensity and triggers the sensor. Auto-collimation
of the light beam allows blind-zone suppression.
•
Ideal for moderate sensing ranges
•
Wiring required for just one emitter/receiver unit
•
Separately mounted reflector
Through-beam
Contrinex through-beam photoelectric sensors are ideal for
industrial applications where sensing components must be
mounted some distance from the target area. Through-beam
sensors utilise infra-red, visible and laser light sources to detect
targets, reliably and repeatably, at extended distances.
•
Ideal for long sensing ranges
•
Suitable for contaminated environments or highly
reflective targets
•
Separately mounted and wired receiver










WELCOME TO PLUS AUTOMATION LTD - EXPERTS IN SENSORS,
WE WORK TO HELP YOU SOLVE YOUR APPLICATIONS, IMPROVE MACHINE
PERFORMANCE & RELIABILITY AND REDUCE COSTS USING CONTRINEX’S
EXCEPTIONAL SENSORS - LET US HELP YOU #MAKE SENSE OF SENSORS




CUSTOMER VALUES
ECONOMICAL, FAST AND ABSOLUTELY RELIABLE
NON-CONTACT OPERATION, TO AVOID MECHANICAL WEAR
EXCELLENT PERFORMANCE COMBINED WITH SMALL SIZE
LONG SERVICE LIFE
SENSORS READY MADE-UP AND EASY TO USE
FLEXIBILITY OF SOLUTION
PRODUCT ADVANTAGES
LARGE OPERATING DISTANCE AND SIGNAL RESOLUTION
PROTECTION CLASS IP 67
OUTSTANDING PERFORMANCE ON DETECTION
ACCURACY, SPEED AND FREQUENCY

A manufacturer of automated laboratory equipment for in-
vitro diagnostics trusts the long operating distance and high
resolution of Contrinex’s reflex photoelectric sensors to detect
the if a cap is fitted on a blood testing vial which is a small
glass test-tube.
CUSTOMER APPLICATION
To automate the placement of the small test-tubes into carrier
racks, a machine picks test-tubes from a conveyor. It is
essential that the vials are pushed into the carrier racks the
right way up, with the cap uppermost. The challenge is that
whilst the test tubes are aligned parallel to each other on the
feed conveyor, they can be positioned with the orientation of
the tube having the cap to the right, or to the left.
The shape and material of the test-tubes makes measuring
them difficult because they are round, transparent and filled
with liquid in varying quantities, with indistinct contours and a
lack of planar surfaces. Camera-based identification systems
or profile scanners were considered to be too expensive.
Additionally , the customer needed a quick solution that was
reliable as well as economic.
CUSTOMER SOLUTION
Test-tubes lying on the conveyor pass under a lightweight
lever which traces the contour of the test-tube, rising or falling
accordingly. The side of the lever facing the photoelectric
sensor provides a planer surface, guaranteeing absolutely
reliable measurement.
The sensor can detect the fitted cap because it has a 2mm
larger diameter than the test tube. Therefore, the machine’s
controller polls the sensor every 20 ms, and uses its analogue
value to determine the position of the larger cap
mathematically. According to this measurement, the machine
then turns the test-tube the right way up and pushes it into
the rack. A test-tube without a cap is identified by the sensor
as an error, since no significant difference can be detected and
the machine stops running. The automation enables one test-
tube to be inserted every second and ensures their correct
orientation.